67
E550 - E550 CR - E550 PM - E550 PM CR Automatic Single-Side Edgebander Rel. 1.1.1
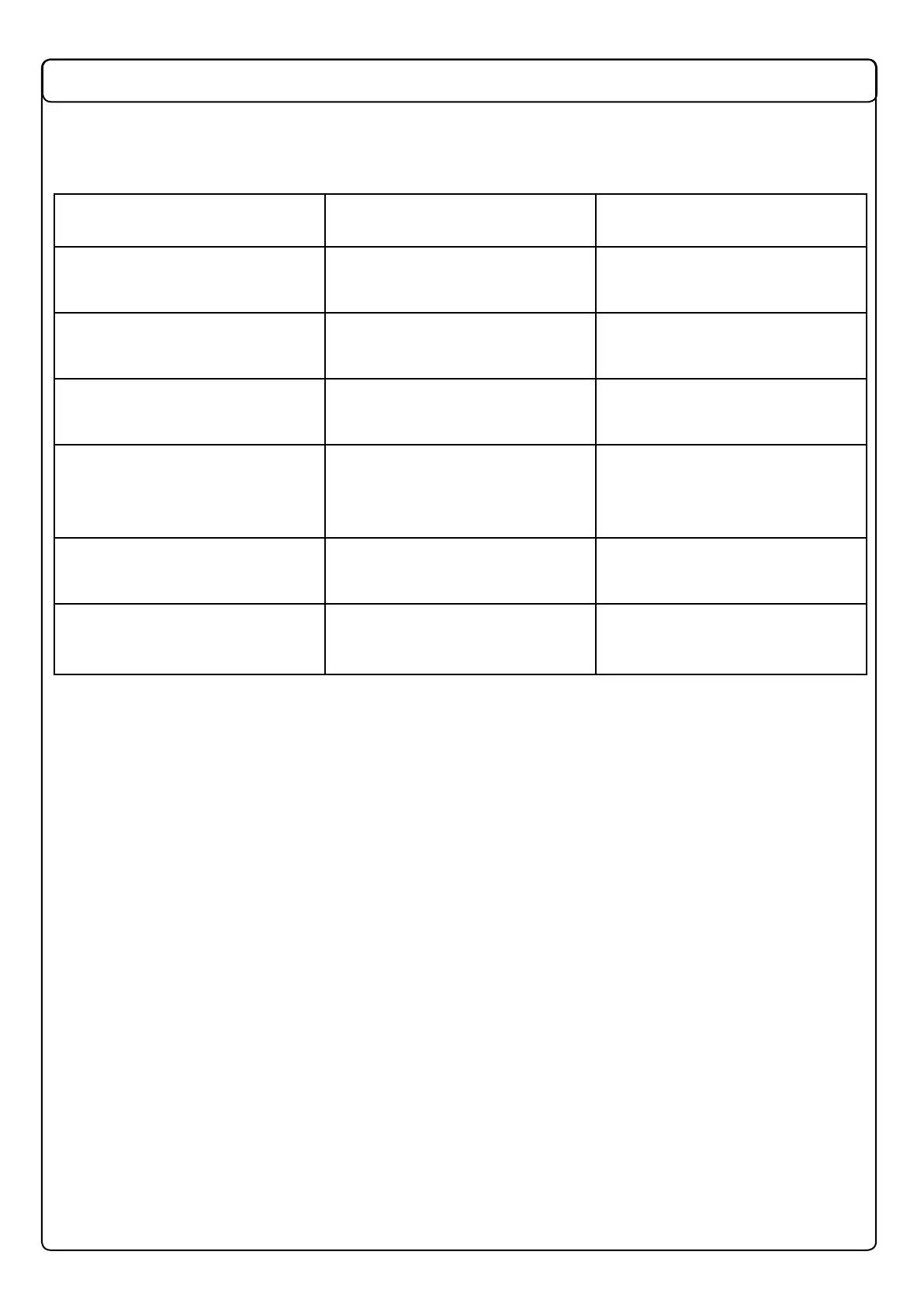
Problems, causes and remedies
PROBLEMS POSSIBLE CAUSES REMEDIES
Glue is not heated Fuses blown
Heating elements burnt out
Replace fuses
Replace heating elements
Glue not at correct
temperature
Glue pot in stand-by mode Press button D or 6, Fig. 3.1.1
No glue on roller Incorrect temperature
Low glue level
Check temperature for use of
glue Add glue
Glue spread unevenly Residues on spreading roller
Residues in internal glue
scraper
Clean spreading roller
Use knob B (Fig. 3.3) to incre-
ase to MAX and then reduce
the glue supply to the minimum
End trimming and ush trim-
ming units dirtied by glue
Excessive glue quantity
Incorrect glue
Reduce quantity of glue
Change glue (see list)
Spreading roller does not turn Inadequate lubrication
Motor overload cut-out
triggered
Lubricate the glue pot
Check roller and contact dealer
Temperature adjustment
“AL” is calculated by the PLC, which automatically subtracts 10°C from every value set for SP1.
Example: Operating temperature SP1 = 200°C, therefore AL = 190°C.
IMPORTANT NOTE: The set point for operation (SP1) must be set according to the characteristics
of the glue used.
Otherwise, there is the risk of breakage to the mechanical and/or electrical components of the glue
spreading roller.
We suggest starting with edging operations 5 minutes after the glue pot has reached the required
temperature of 200°C.
When temperature SP1 has been reached and with the feed chain halted, after 10 minutes the ma-
chine moves into STANDBY, and the PLC adjusts the temperature to SP2.