6
TIG “AC” welding
1) Start the welding machine by turning the power supply switch
to position I.
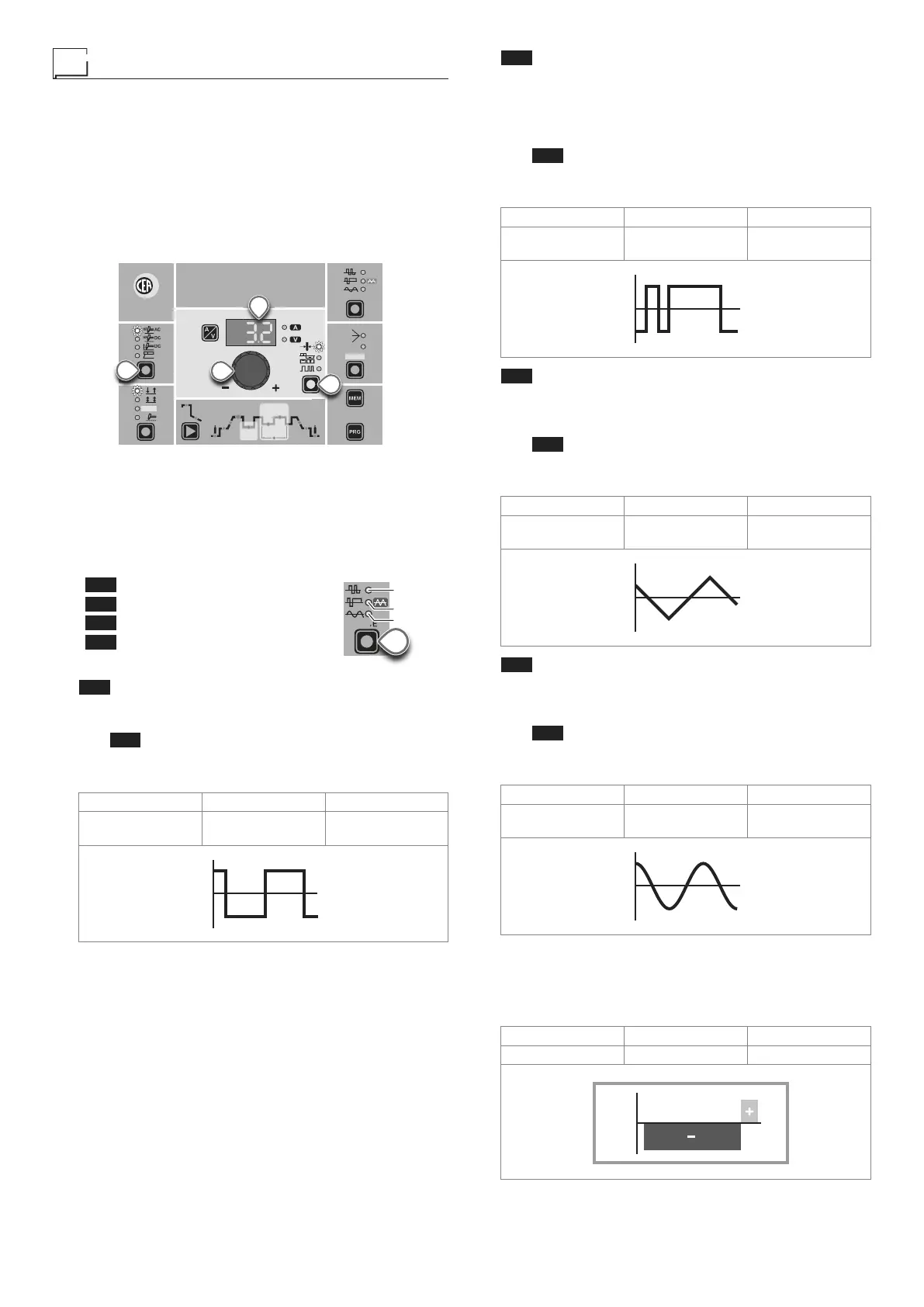
2) Push the WELDING PROCESS SELECTION key (T7) to se-
lect the TIG “HF AC” welding processes for TIG welding in
alternating current with high frequency (HF) ignition.
3) ELECTRODE DIAMETER SELECTION
Select the diameter of the electrode to achieve the best control
of ignition in a synergic manner. Selection is done by pushing
the ELECTRODE DIAMETER Key (T4) (ELECTRODE DIAM-
ETER LED flashing) and using the ENCODER Knob (E) to
regulate the value indicated on the DISPLAY (D).
WAVE
ON
FAST
ULTRA
FAST
SLOW
SYN
PULSE
CYCLE
HOT
START
ARC
FORCE
I2
PULSE
CYCLE
f
I
1
Ip
Ib
Ø
T7
E
T4
D
To confirm the diameter selected, simply push the ELEC-
TRODE DIAMETER Key (T4) again (ELECTRODE DIAME-
TER LED off).
4) SELECTING THE WAVE SHAPE
By pushing the WAVE (T3) button the operator can choose
the best wave shape for their welding needs, from the 4 wave
shapes included:
L22 DYNAMIC TIG
L23 SPEED TIG
L23 COLD TIG
L24 SOFT TIG
WAVE
L22
L23
L24
T3
L22 DYNAMIC TIG
Square wave: highly dynamic arc for all applications.
WARNING:
LED L22 switched on and steady.
The display shows the peak current for pre-setting and
welding.
4000 AC/DC 5000 AC/DC
TIG AC
DYNAMIC TIG 5 ÷ 400 A 5 ÷ 500 A
I (A)
t (s)
L23 SPEED TIG
Mixed wave: excellent penetration with high welding speed
and low electrode consumption. Ideal for average / thick thick-
nesses and vertical welds. Increases penetration, thermal con-
trol of the arc, and lifespan of the electrode.
WARNING:
LED L23 switched on and steady.
The display shows the peak current for pre-setting and
welding.
4000 AC/DC 5000 AC/DC
TIG AC
SPEED TIG 5 ÷ 400 A 5 ÷ 500 A
I (A)
t (s)
L23 COLD TIG
Triangular wave: low heat generation with reduced distortion,
ideal for minor thicknesses.
WARNING:
LED L23 switched on and flashing.
The display shows the “RMS” current value for pre-set-
ting and welding.
4000 AC/DC 5000 AC/DC
TIG AC
COLD TIG 5 ÷ 231 A 5 ÷ 289 A
I (A)
t (s)
L24 SOFT TIG
Sinusoidal wave: ensures a gentle, soft arc with limited noise,
ideal for average thicknesses and butt welding.
WARNING:
LED L24 switched on and steady.
The display shows the “RMS” current value for pre-set-
ting and welding.
4000 AC/DC 5000 AC/DC
TIG AC
SOFT TIG 5 ÷ 283 A 5 ÷ 354 A
I (A)
t (s)
5A) BALANCING of the TIME (t) (-35÷+10)
It allows you to adjust the time (t) the positive or negative elec-
trode stays in place independently, guaranteeing perfect con-
trol of penetration and cleanliness, drastically reducing side
incisions.
Display - +
-35 85% 15%
I (A)
t (s)
 Loading...
Loading...
