13
L17 2
nd
LEVEL PEAK CURRENT I2p
4000 AC/DC 5000 AC/DC
5 ÷ 400 A 5 ÷ 500 A
L18 1
st
LEVEL BASE CURRENT I1b
4000 AC/DC 5000 AC/DC
5 ÷ 400 A 5 ÷ 500 A
L21 PULSATION FREQUENCY f
4000 AC/DC - 5000 AC/DC
FAST 0,5 ÷ 500 Hz
To exit the setting phase, hold the WELDING PARAMETERS SE-
LECTION key (T10) down for about 1 second.
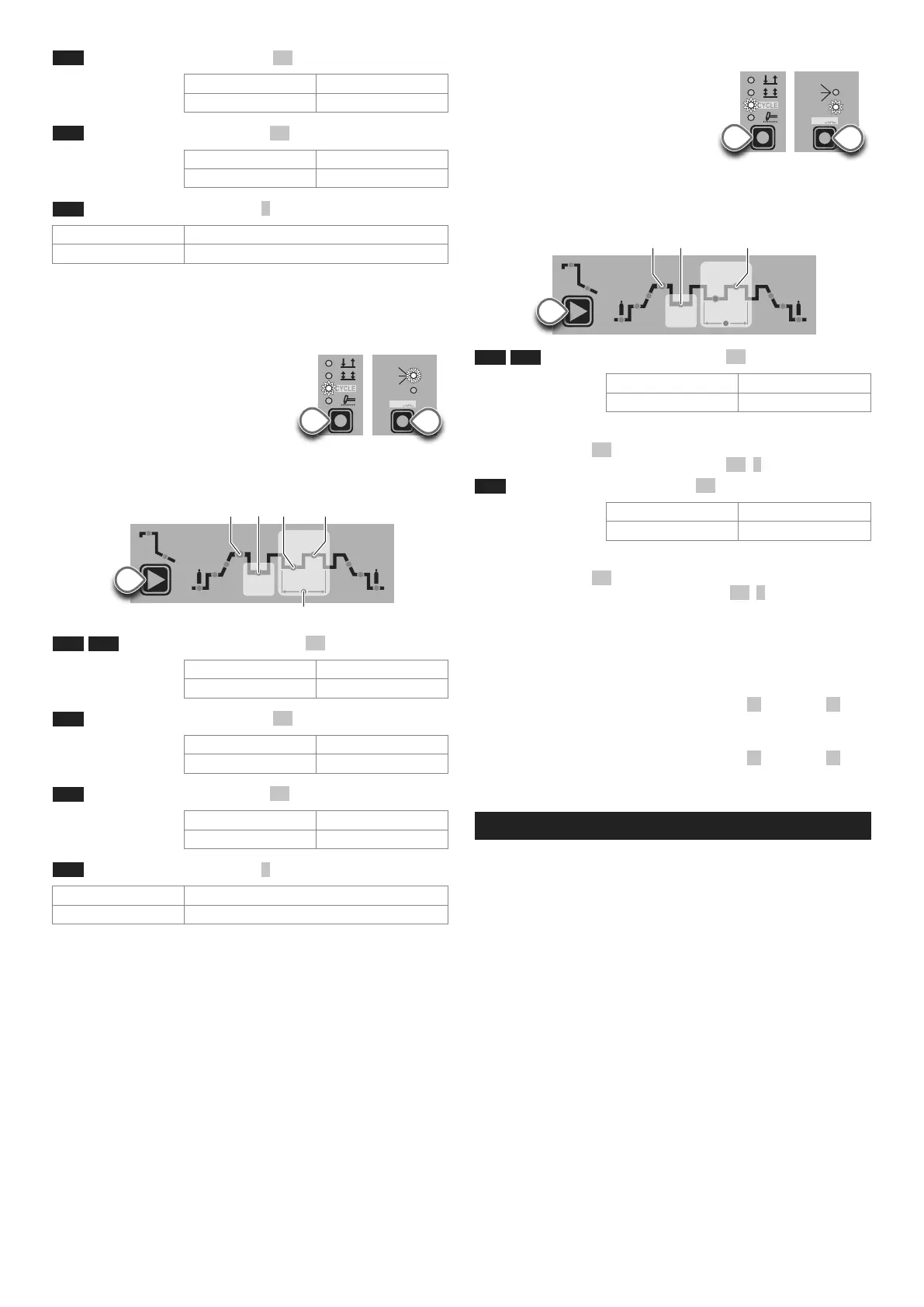
3C - ULTRA FAST PULSE + CYCLE (TIG DC)
Press the PULSE key (T5) until the re-
quited pulsation is active (the LED ON
ULTRA FAST flashing very quickly).
Press the WELDING MODE SELEC-
TION key (T9) until the CYCLE weld-
ing mode is active (CYCLE LED on).
Press the WELDING PARAMETERS SELECTION Key (T10) a
number of times to set the following (in addition to the WELDING
PARAMETERS defined as being “BASIC”):
HOT
START
ARC
FORCE
I2
PULSE
CYCLE
f
I
1
Ip
Ib
T10
L19 - L11 1
st
LEVEL PEAK CURRENT I1p
4000 AC/DC 5000 AC/DC
5 ÷ 400 A 5 ÷ 500 A
L17 2
nd
LEVEL PEAK CURRENT I2p
4000 AC/DC 5000 AC/DC
5 ÷ 400 A 5 ÷ 500 A
L18 1
st
LEVEL BASE CURRENT I1b
4000 AC/DC 5000 AC/DC
5 ÷ 400 A 5 ÷ 500 A
L21 PULSATION FREQUENCY f
4000 AC/DC - 5000 AC/DC
ULTRA FAST 500 ÷ 2000 Hz
To exit the setting phase, hold the WELDING PARAMETERS SE-
LECTION key (T10) down for about 1 second.
ON
FAST
ULTRA
FAST
SLOW
SYN
PULSE
T5
T9
3D - SYN PULSE + CYCLE (TIG DC)
Press the PULSE key (T5) until the
requited pulsation is active (SYN LED
on).
Press the WELDING MODE SELEC-
TION key (T9) until the CYCLE weld-
ing mode is active (CYCLE LED on).
Press the WELDING PARAMETERS SELECTION Key (T10) a
number of times to set the following (in addition to the WELDING
PARAMETERS defined as being “BASIC”):
HOT
START
ARC
FORCE
I2
PULSE
CYCLE
f
I
1
Ip
Ib
T10
L19 - L11 1
st
LEVEL PEAK CURRENT I1p
4000 AC/DC 5000 AC/DC
30 ÷ 400 A 37 ÷ 500 A
WARNING: When the SYN PULSE function is active, the 1
st
level
PEAK CURRENT ( I1p ) is regulated to achieve a synergy with the
values for the other 1
st
level parameters ( I1b , f ).
L17 2
nd
LEVEL PEAK CURRENT I2p
4000 AC/DC 5000 AC/DC
5 ÷ 400 A 5 ÷ 500 A
WARNING: When the SYN PULSE function is active, the 2
nd
level
PEAK CURRENT ( I2p ) is regulated to achieve a synergy with the
values for the other 2
nd
level parameters ( I2b , f ).
If you want to do a test weld, during the test the LED for the pa-
rameter selected flashes and the DISPLAY shows the value for the
parameter you are setting.
To exit the setting phase, hold the WELDING PARAMETERS SE-
LECTION key (T10) down for about 1 second.
NOTE: During the welding process if LED I1 and LED Ip stay
switched on on the DISPLAY, the 1
st
level current at which you
are welding is displayed.
NOTE: During the welding process if LED I2 and LED Ip stay
switched on on the DISPLAY, the 2
nd
level current at which you
are welding is displayed.
SPECIAL CONFIGURATION (SPE)
In welding processes:
• TIG AC with HF ignition
• TIG DC with HF ignition
The MATRIX AC/DC makes it possible to activate modification of
some WELDING PARAMETERS therefore providing a more ex-
pert welder with a more versatile welding machine.
Activation will only take place after the machine configuration is
changed from STANDARD (Std) to SPECIAL (SPE), which must
be done as follows:
1) When the welding machine is off, push and hold the “PRG”
PROGRAM key down (T2).
2) Start the welding machine by turning the power supply switch
to position I.
3) The DISPLAY (D) shows the following message: Std (welder
configured in STANDARD mode).
ON
FAST
ULTRA
FAST
SLOW
SYN
PULSE
T5
T9