10
TIG “AC and DC” welding
- Welding parameters
• The MATRIX AC/DC can be configured in the following 2 ways:
• STANDARD (Std) configuration.
• SPECIAL (SPE) configuration.
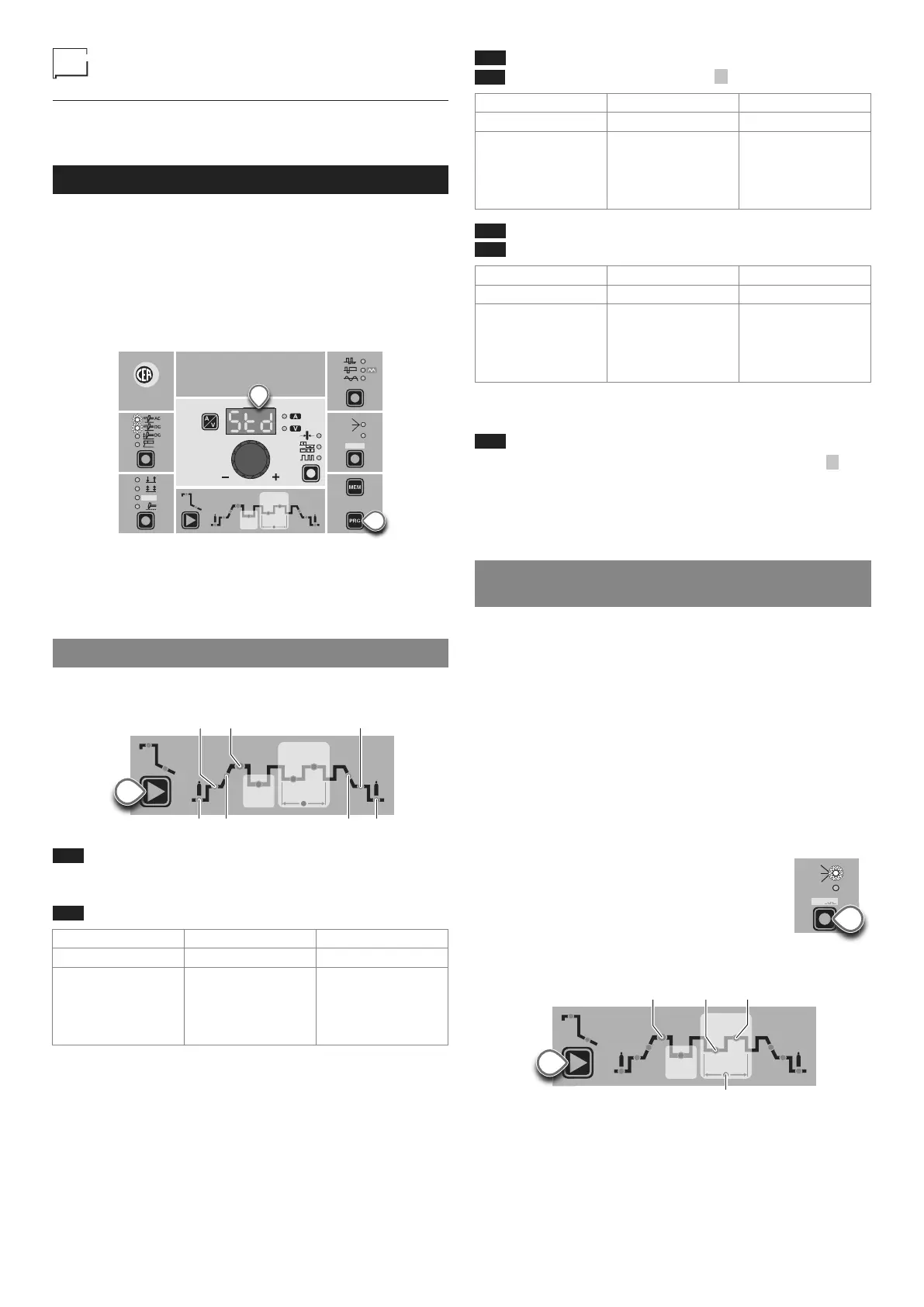
STANDARD CONFIGURATION (Std)
When it leaves the factory the welding machine is normally con-
figured in STANDARD (Std) mode.
To check the configuration, carry out the following operations:
1) When the welding machine is off, push and hold the “PRG”
PROGRAM key down (T2).
2) Start the welding machine by turning the power supply switch
to position I.
3) The DISPLAY (D) shows the following message: Std (welder
configured in STANDARD mode).
WAVE
ON
FAST
ULTRA
FAST
SLOW
SYN
CYCLE
HOT
START
ARC
FORCE
I2
PULSE
CYCLE
f
I
1
Ip
Ib
Ø
PULSE
T2
D
4) Press the “PRG” PROGRAM key (T2) to confirm.
The WELDING PARAMETERS included, programmable, and that
can be edited (by turning the ENCODER key) in a STANDARD
(Std) configuration can be broken down into 3 different sub-groups:
1 - “BASIC” WELDING PARAMETERS
Press the WELDING PARAMETERS SELECTION Key (T10) a
number of times to set:
HOT
START
ARC
FORCE
I2
PULSE
CYCLE
f
I
1
Ip
Ib
T10
L12 PRE-GAS duration (0,05 ÷ 1,00 sec)
WARNING: This CANNOT be programmed when the TIG DC with
“Lift” type ignition welding processes is active.
L16 INITIAL welding CURRENT
4000 AC/DC 5000 AC/DC
TIG DC 5 ÷ 400 A 5 ÷ 500 A
TIG AC
DYNAMIC TIG
SPEED TIG
COLD TIG
SOFT TIG
5 ÷ 400 A
5 ÷ 400 A
5 ÷ 231 A
5 ÷ 283 A
5 ÷ 500 A
5 ÷ 500 A
5 ÷ 289 A
5 ÷ 354 A
WARNING: This can only be programmed when 4 STROKES or
CYCLE welding mode is activated.
L13 SLOPE UP duration (0,0 ÷ 5,0 sec)
L11 PRINCIPAL welding CURRENT I
1
4000 AC/DC 5000 AC/DC
TIG DC 5 ÷ 400 A 5 ÷ 500 A
TIG AC
DYNAMIC TIG
SPEED TIG
COLD TIG
SOFT TIG
5 ÷ 400 A
5 ÷ 400 A
5 ÷ 231 A
5 ÷ 283 A
5 ÷ 500 A
5 ÷ 500 A
5 ÷ 289 A
5 ÷ 354 A
L14 SLOPE DOWN duration (0,0 ÷ 8,0 sec)
L20 FINAL welding CURRENT
4000 AC/DC 5000 AC/DC
TIG DC 5 ÷ 400 A 5 ÷ 500 A
TIG AC
DYNAMIC TIG
SPEED TIG
COLD TIG
SOFT TIG
5 ÷ 400 A
5 ÷ 400 A
5 ÷ 231 A
5 ÷ 283 A
5 ÷ 500 A
5 ÷ 500 A
5 ÷ 289 A
5 ÷ 354 A
WARNING: This can only be programmed when 4 STROKES or
CYCLE welding mode is activated.
L15 POST GAS duration (0,5 ÷ 25,0 sec)
WARNING: When the post-gas LED flashes and the LED I
1 is on
at the same time, this means that the welding machine is in the
post-gas stage.
To exit the setting phase, hold the WELDING PARAMETERS SE-
LECTION key (T10) down for about 1 second.
2 - WELDING PARAMETERS with
PULSE mode active:
Pulsed TIG welding allows greater control of the arc and better de-
formation of the material.
The MATRIX AC/DC can be used for TIG AC and DC pulsed weld-
ing in 4 different modes:
• SLOW PULSE
• FAST PULSE
• ULTRA FAST PULSE
• SYN PULSE
WARNING: Pulsation is deactivated automatically for the duration
of the INITIAL and FINAL current.
2A) SLOW PULSE
TIG pulse welding with manual setting of parameters.
WARNING:This can only be programmed when the 3 TIG weld-
ing processes are used.
Press the PULSE key (T5) until the requited pulsa-
tion is active.
The LED ON SLOW flashes slowly.
Press the WELDING PARAMETERS SELECTION
Key (T10) a number of times to set the following (in addition to the
WELDING PARAMETERS defined as being “BASIC”):
HOT
START
ARC
FORCE
I2
PULSE
CYCLE
f
I
1
Ip
Ib
T10
ON
FAST
ULTRA
FAST
SYN
PULSE
T5