55
Выключите его сетевым выключателем (Поз. 7,
Рис. A) и снова включите по меньшей мере
через 5 секунд.
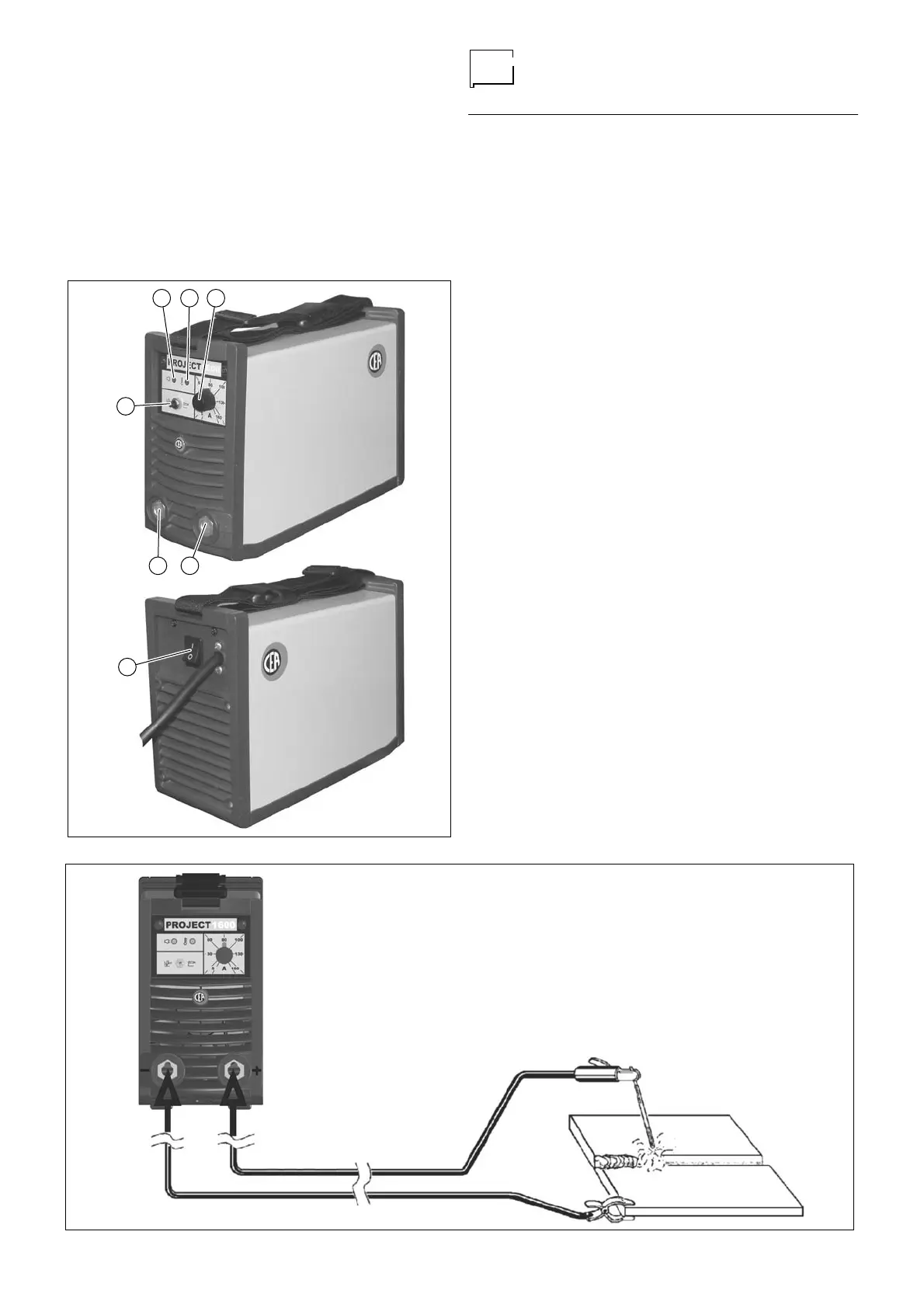
Поз. 3 Потенциометр регулирования сварочного тока.
Поз. 4 Быстрый соединитель полюса “+”.
Поз. 5 Быстрый соединитель полюса “-”.
Поз. 6 Селектор 2 процессов сварки:
• ЭЛЕКТРОДОМ
Для сварки щелочными и рутиловыми
электродами с устройством ARC FORCE и HOT
START.
• TIG (дуговая сварка вольфрамовым
электродом в среде инертного газа)
Для сварки с зажиганием типа “LIFT”.
Поз. 7 Сетевой выключатель. В положении “O”
сварочный аппарат выключен.
Сварка электродом (MMA)
(Рис. B)
Сварка электродом используется для сварки большинства
металлов (различных типов стали и т. д.) с использованием
покрытых рутиловых и щелочных электродов с
диаметрами от Ø 1,6 до Ø 4 мм.
1) Подключение сварочных кабелей:
На аппарате, отключенном от сети, подсоедините
сварочные кабели к выходным клеммам (+ и +)
сварочного аппарата, подсоединяя их к зажиму и массе
с полярностью, предусмотренной в зависимости от
типа используемого электрода (Рис. B).
2) В любом случае, соблюдайте указания производителей
электродов. Сварочные кабели должны быть как
можно более короткими, проходить рядом друг с
другом, располагаться на уровне пола или близко от
него.
3) Отрегулируйте сварочный ток потенциометром (Поз. 3,
Рис. A).
4) Установите переключатель процесса (Поз. 6, Рис. A) в
положение ЭЛЕКТРОД (рычажок переключателя
вправо).
5) Включите сварочный аппарат, устанавливая сетевой
выключатель в положение 1 (Поз. 7, Рис. A).
6) Включение белого светодиода (Поз. 1, Рис. A)
указывает, что сварочный аппарат находится под
напряжением и готов к работе.
7) Выполните сварку, приближая горелку к свариваемой
детали. При зажигании дуги (для этого быстро
прижмите электрод к металлу и поднимите его)
происходит плавление электрода, покрытие которого
образует защитный шлак. Затем продолжайте сварку,
передвигая электрод слева направо и удерживая его
под углом ок. 60° относительно металла по
направлению сварки.
СВАРИВАЕМАЯ ДЕТАЛЬ
Свариваемая деталь для снижения электромагнитной
эмиссии должна всегда быть подключена к заземлению.
Однако необходимо внимательно следить за тем, чтобы
подключение заземления свариваемой детали не
повышало риск травмы эксплуатационника или
повреждения другого электрооборудования.
Когда необходимо подключить свариваемую деталь к
заземлению, рекомендуется выполнять прямое
подключение между деталью и чехлом заземления. В
странах, в которых такое подключение не разрешается,
подключайте свариваемую деталь к заземлению при
помощи специальных конденсаторов в соответствии с
национальными нормами.
1 2 3
45
7
6
Рис. A
Рис. B
2000HA28