25
ra por puntos está regulado por la manecilla. Para volver
a empezar el ciclo hay que soltar y presionar de nuevo el
pulsador de la antorcha.
B- LED de color verde.
Señala el encendido de la máquina.
C- LED de color amarillo.
Se enciende cuando el termostato interrumpe el funcio-
namiento de la soldadora.
D-Manecilla de regulación.
Con esta manecilla se varía la velocidad del hilo de sol-
dadura.
E- Conmutador.
Enciende o apaga la máquina y selecciona las gamas de
la tensión de soldadura.
F- Conmutador.
Regula sutilmente la tensión de soldadura al interno de la
gama elegida con el conmutador E.
G- Enchufes de masa
Enchufes a los que se conecta el cable de masa. (
Algunas versiones tienen un solo enchufe de masa ).
H- Empalme centralizado.
Se conecta la antorcha de soldadura.
5 SOLDADURA
4.1 Puesta en funcionamiento
Controlar que el diámetro del hilo corresponda al diámetro
indicado en el rodillo arrastrahilo y que el programa elegido
sea compatible con el material y el tipo de gas. Utilizar rodil-
los arrastrahilo con ranura en "U" para hilos de aluminio y
con ranura a "V" para los demás hilos.
5.2 LA MÁQUINA ESTÁ LISTA PARA SOLDAR
• Conectar el borne de masa a la pieza por soldar.
• Colocar el interruptor E en 1.
• Quitar la tobera gas.
• Aflojar la tobera portacorriente.
• Insertar el hilo en la vaina guíahilo de la antorcha asegú-
randose de que esté dentro de la ranura del rodillo y de que
este esté en la posición correcta
• Presionar el pulsador antorcha para hacer avanzar el hilo
hasta que salga de la antorcha.
• Atención: mantener el rostro lejos de la lanza terminal
mientras sale el hilo.
• Apretar la tobera portacorriente asegurándose de que el
diámetro del orificio sea igual al del hilo utilizado.
• Montar la tobera gas.
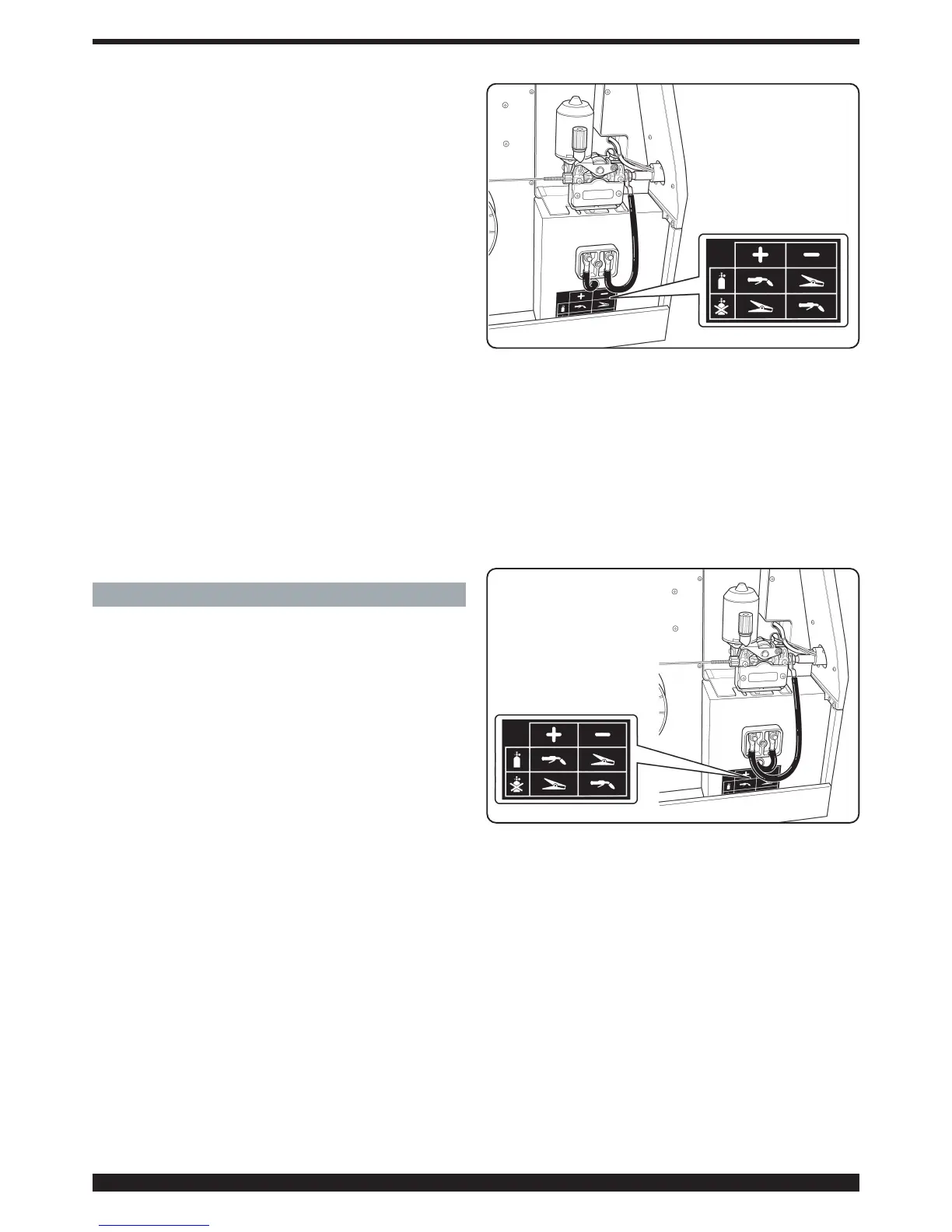
5.3 SOLDADURA DE LOS ACEROS AL CARBONO SIN
PROTECCIÓN GASEOSA. ( solo para Art. 574 y 575 ).
Verificar que los cables estén insertados correctamente en el
tablero de bornes, de forma que respeten la adecuada pola-
ridad (solo para Art. 574 y 575 ver figura 4 ).
Para obtener soldaduras unidas y bien protegidas, conviene
hacerlo desde la izquierda a la derecha y desde arriba hacia
abajo. Al final de cada soldadura eliminar las escorias.
El hilo animado que se utilizará es nuestro Art. 1587, Ø
0,9mm.
5.4 SOLDADURA DE LOS ACEROS AL CARBONO
CON PROTECCIÓN GASEOSA.
Verificar que los cables estén insertados correctamente en el
tablero de bornes, de forma que respeten la adecuada pola-
ridad (solo para Art. 574 y 575 ver figura 5 ).
Para la soldadura de estos materiales es necesario:
• Utilizar un gas de soldadura de composición binaria, nor-
malmente ARGON + CO2 con porcentajes de Argon que
van del 75% hacia arriba. Con esta mezcla el cordón de sol-
dadura estará bien empalmado y estético.
Utilizando CO2 puro, como gas de protección se obtendrán
cordones estrechos, con una mayor penetración pero con
notable aumento de proyecciones (salpicaduras).
• Utilizar un hilo de adjunción de la misma calidad respecto
al cero por soldar. Conviene siempre usar hilos de buena
calidad, evitar soldar con hilos oxidados que podrían provo-
car defectos en la soldadura.
• Evitare soldar en piezas oxidadas o que presenten man-
chas de aceite o de grasa.
5.5 SOLDADURA DE LOS ACEROS INOXIDABLES
erificar que los cables estén insertados correctamente en el
Fig.4
Fig. 5