Manual 0-5492 5-13 MIG (GMAW) WELDING
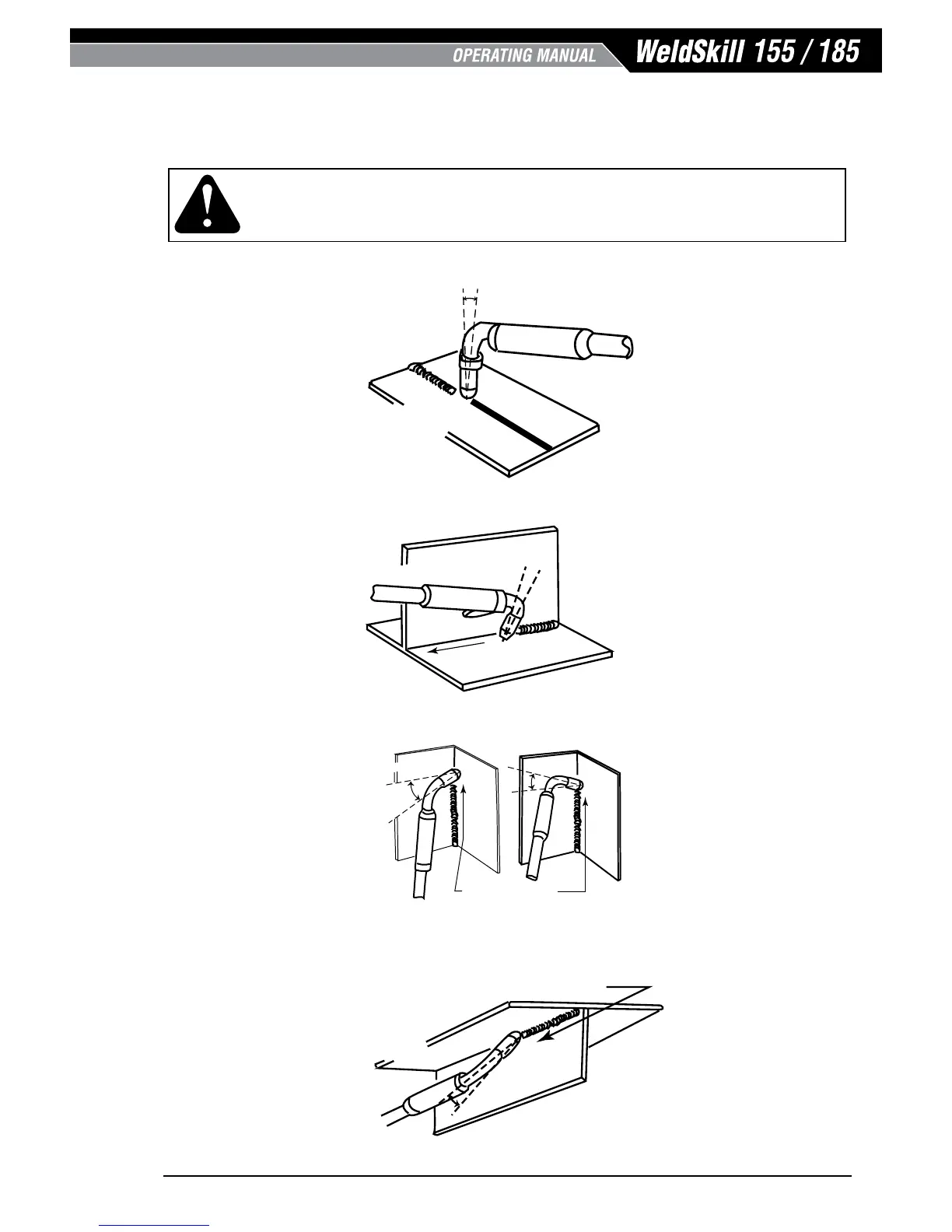
The welding gun should be held at an angle to the weld joint. (see Secondary Adjustment Variables below)
Hold the gun so that the welding seam is viewed at all times. Always wear the welding helmet with proper filter
lenses and use the proper safety equipment.
CAUTION
Do not pull the welding gun back when the arc is established. This will create excessive wire extension (stick-out) and
make a very poor weld.
The electrode wire is not energized until the gun trigger switch is depressed. The wire may therefore be placed
on the seam or joint prior to lowering the helmet.