16
Parts & Service: 020 8988 7400 / E-mail: Parts@clarkeinternational.com or Service@clarkeinternational.com
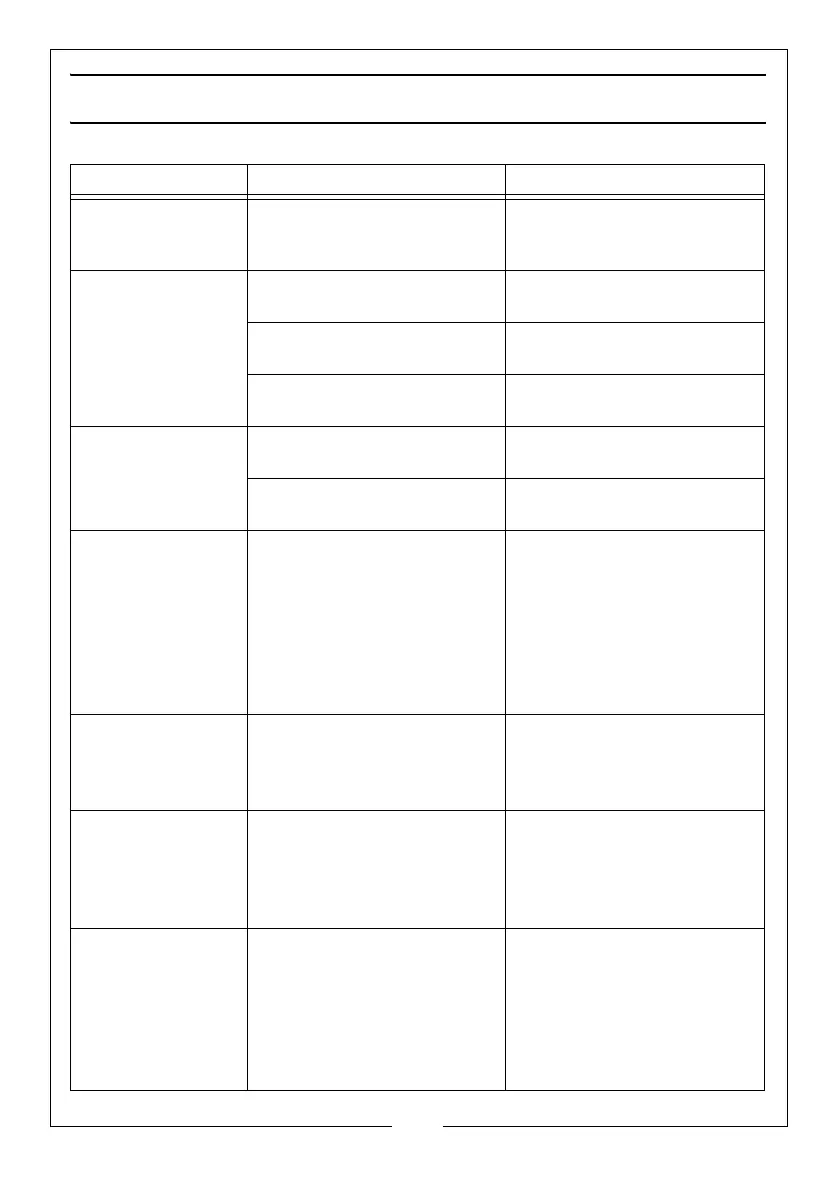
TROUBLESHOOTING
DEFECT CAUSES SUGGESTIONS
Unable to strike an
arc
Bad clamp connection.
Inverter printed circuit
board is defective.
Check clamp connection.
Contact your nearest
CLARKE dealer.
No output voltage Overheated machine (the
yellow LED should be on).
Wait for thermal cutout to
reset.
Internal relay has failed. Contact your nearest
CLARKE dealer.
Inverter printed circuit is
defective.
Contact your nearest
CLARKE dealer.
Wrong output
current
Current selector control is
defective.
Contact your nearest
CLARKE dealer.
Low power supply voltage. Check the mains distribution
system.
Porosity of welds Acid electrode on steel
with high sulphur content.
Electrode oscillates too
much.
Workpieces are too far
apart.
Workpiece being welded is
cold.
Use basic electrode.
Move edges to be welded
closer together. Move slowly
at the beginning.
Cracks in weld Material being welded is
dirty (e.g.oil, paint, rust,
oxides).
Not enough current.
Cleaning the workpiece
before welding is an
essential method of achiev-
ing neat weld beads.
Poor penetration Low current, high welding
rate, reversed polarity.
Electrode inclined in
position opposite to it's
movement.
Ensure operating variables
are correct and improve
preparation of work pieces.
Profile defects Welding parameters are
incorrect.
Pass rate is incorrect
operating parameter
requirements.
Electrode not inclined
constantly while welding.
Follow basic and general
welding principles.

 Loading...
Loading...




