Section 6 Weld control 31
Spot sequence timing
The weld programs contain the following timing parameters.
Parameter Units Range Description
Presqueeze ms 0 - 1999 The time for the electrodes to close onto the work piece.
Squeeze ms 0 - 1999 The time between the initial application of the electrode force and
the first application of welding current
Pre-heat
1
ms 0 - 1999 The pre-heat welding current is applied
Cool1
1
ms 0 - 1999 The material is allowed to cool with electrode force applied
Upslope ms 0 - 1999 Welding current is increased during this time
Main heat ms 0 - 1999 The main welding current is applied
Cool2
2
ms 0 - 1999 The material is allowed to cool with electrode force applied
Downslope ms 0 - 1999 Welding current is decreased during this time
Post-heat
3
ms 0 - 1999 The post-heat welding current is applied
Hold ms 0 - 1999 Electrode force continues after the welding current has finished
Off
4
ms 0 - 1999 Electrode force is released until the next sequence begins
1
Pre-heat program option must be enabled to use this feature
2
Pulsations program option must be greater than 1 to use this feature
3
Post-heat program option must be enabled to use this extended feature
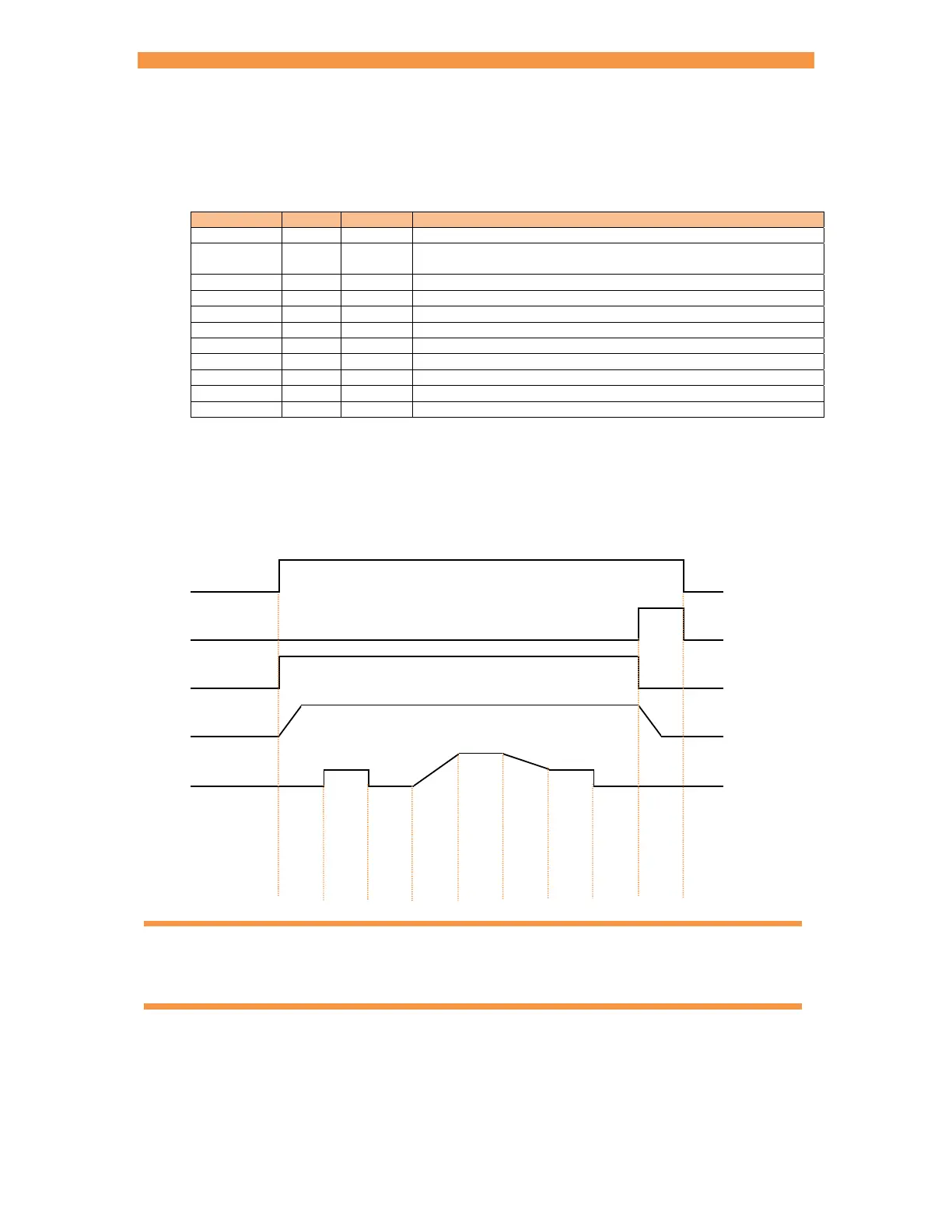
The diagram shows how the parameters control the sequence. The Presqueeze and Cool2 intervals are
not shown.
Start input
EOS output
WAV output
Force
Current
Interval
Squeeze
Pre-heat
Cool1
Upslope
Main heat
Downslope
Post heat
Hold
Off
Upslope can be used on hard, irregular shaped, oxidized and aluminium materials
Downslope can be used to reduce marking and embrittlement