Section 6 Weld control 32
Seam sequence timing (extended feature)
The weld programs contain the following timing parameters. All parameters can be adjusted during the
sequence.
Parameter Units Range Description
Presqueeze ms 0 - 1999 The time for the electrodes to close onto the work piece.
Squeeze ms 0 - 1999 The time between the initial application of the electrode force and
the first application of welding current
Pre-heat
1
ms 0 - 1999 The pre-heat welding current is applied
Cool1
1
ms 0 - 1999 The material is allowed to cool with electrode force applied
Upslope ms 0 - 1999 Welding current is increased during this time
Main heat ms 0 - 1999 The main welding current is applied
Downslope ms 0 - 1999 Welding current is decreased during this time
Post-heat
2
ms 0 - 1999 The post-heat welding current is applied
Cool2 ms 0 - 1999 The material is allowed to cool with electrode force applied
Hold ms 0 - 1999 Electrode force continues after the welding current has finished
1
Pre-heat program option must be enabled to use this feature
2
Post-heat program option must be enabled to use this feature
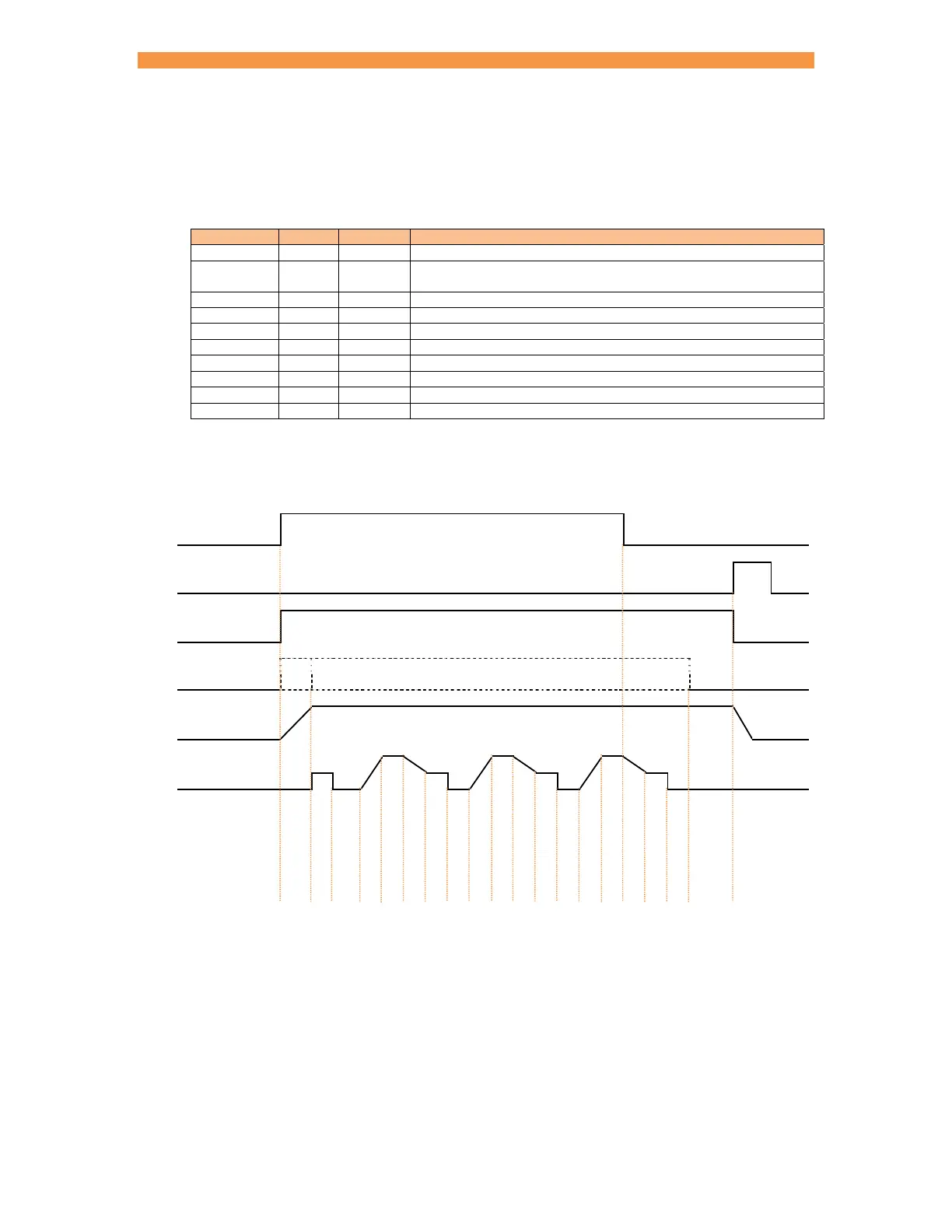
The diagram shows how the parameters control the sequence. (Presqueeze not shown)
Start input
1
EOS output
WAV output
Motor output
2
Force
Current
Interval
Squeeze
Pre-heat
Cool1
U
slo
e
Main hea
Downslo
e
Post-hea
Cool2
U
slo
e
Main hea
Downslo
e
Post-heat
Cool2
U
slo
e
Main hea
Downslo
e
Post-hea
Cool2
Hold
1
The intervals from Upslope to Cool2 repeat until the Start input is removed.
2
The operation of the motor output is determined by the 2
nd
stage test (Section 12 Configuration).