Section 6 Weld control 35
Force control
The weld programs contain the following force control parameters.
Parameter Units Range Description
Squeeze
1
kN/lbf variable Force used from the start of the Squeeze interval
Pre-heat
1
kN/lbf variable Force used from the start the Pre-heat interval
Cool1
1
kN/lbf variable Force used from the start the Cool1 interval
Upslope
1
kN/lbf variable Force used from the start the Upslope interval
Main heat kN/lbf variable Force used from the start of the Main heat interval
Cool2 kN/lbf variable Force used from the start of the Cool2 interval
Downslope
1
kN/lbf variable Force used from the start of the Downslope interval
Post-heat
1
kN/lbf variable Force used from the start the Post-heat interval
Hold
1
kN/lbf variable Force used from the start the Hold interval
Off
1,2
kN/lbf variable Force used from the start the Off interval
Wait for force
3
yes/no Wait until the applied force has been reached
Test force yes/no Test the applied force at the end of the Main interval
High limit % 0 - 99 Force high limit
Low limit % 0 - 99 Force low limit
1
Force profile program option must be enabled to use this extended feature. If the force profile option is
disabled the Main heat force is used for the duration of the weld.
2
Repeat mode program option must be enabled to use this feature.
3
Occurs at the same time as 2
nd
stage. If Wait for force is required without 2
nd
stage, select 2
nd
stage
Before or After Squeeze (Section 12 Configuration) and permanently assert the 2
nd
stage input.
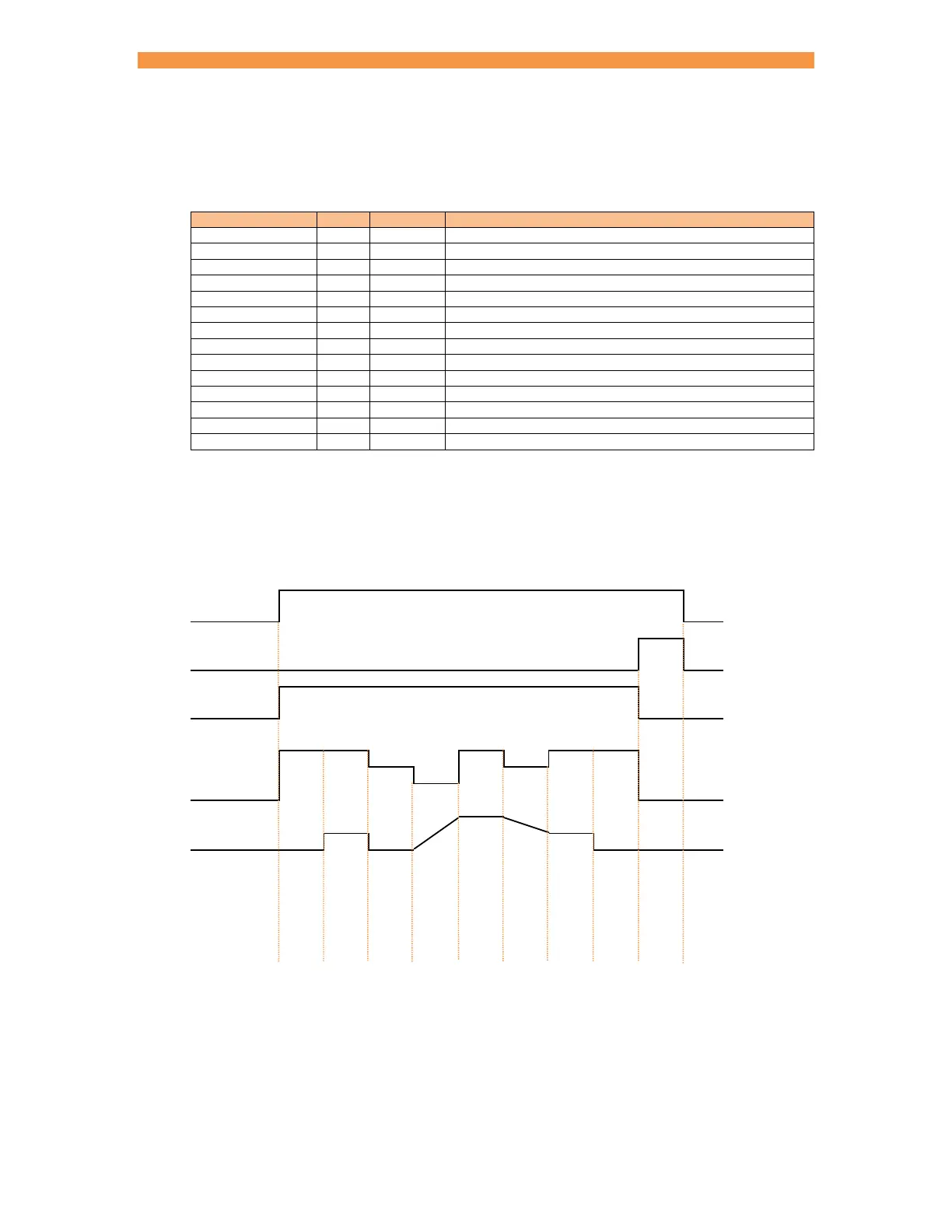
The diagram shows how iPAK2 can control the welding force. The Cool2 interval is not shown.
Start input
EOS output
WAV output
Force
Current
Interval
Squeeze
Pre-heat
Cool1
Upslope
Main heat
Downslope
Post-heat
Hold
Off