21
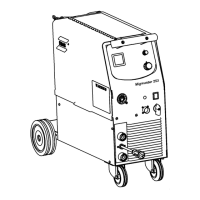
40.00"
19.50"
32.25"
Overall
3.1 LOCATION (Figure 3.1)
A proper installation site should be selected for the welding
machine, if the unit is to provide dependable service and
remain relatively maintenance free.
A proper installation site permits freedom of air movement
into and out of the welding machine, and also least sub-
jects the unit to dust, dirt, moisture, and corrosive vapors.
A minimum of 18 inches (46 cm) unrestricted space must
be maintained between the welding machine side and rear
panels and the nearest obstruction.
The installation site should also permit easy removal of
the welding machine outer enclosure for maintenance
functions.
CAUTION: Do not place any ltering device over the
intake air passages of the welding machine
as this would restrict the volume of intake air
and thereby subject the welding machine
internal components to an overheating con-
dition and subsequent failure. Warranty is
void if any type of ltering device is used.
If a forklift vehicle is used for lifting the unit, be sure that
the lift forks are long enough to extend completely under
the base.
Do not operate the machine without the running gear
installed.
3.2 ELECTRICAL INPUT CONNECTIONS
It is recommended that a line disconnect switch be installed
in the input circuit to the welding machine. This would pro-
vide a safe and convenient means to completely remove
all electrical power from the welding machine whenever it
is necessary to perform any internal function on the unit.
(See Figure 3.2A.)
Before making electrical input connections to the weld-
ing machine, “Machinery Lockout Procedures” should be
employed. If the connections are to be made from a line
disconnect switch, the switch should be padlocked in the
o position. If the connection is made from a fusebox, re-
move the fuses from the box and padlock the cover in the
closed position. If locking facilities are not available, attach
a red tag to the line disconnect switch (or fuse box) to warn
others that the circuit is being worked on. If the plug-cap is
used, (see 3.2B) remove plug from receptacle.
3.2.1 Input Electrical Requirements
Models of this welding machine are designed to be oper-
ated from 208/230, or 208/230/380/400/460/575 volts single
phase 50/60 Hz, depending on model. The primary input
voltage requirements are shown on the welding machine
nameplate.
3.2.2 Input Conductor Connections
The input power cord on 208/230 Volts primary input model
is provided with an attachment plugcap. The plugcap will
mate with a 250 Volts, 50 Ampere receptacle conforming to
NEMA 6-50 R conguration.
The receptacle should be wired to a separately fused dis-
connect or circuit breaker of the size listed in Table 3.1. This
disconnect or breaker can be wired to a single phase system
or to two conductors of a three phase system. A third con-
ductor for grounding should also be connected between
the disconnect and the receptacle.
Figure 3.1 Dimensional Drawing
SECTION 3 INSTALLATION

 Loading...
Loading...