-- 3 3 --
doce
Control
Two different operating modes can be used for welding, either constant current, CA,
or constant wire feed speed, CW.
S CA, constant current. Normally used for submerged arc welding, which involves
working with large welds, large currents and large weld pools. The wire feed
speed is controlled by the power source to maintain a constant current.
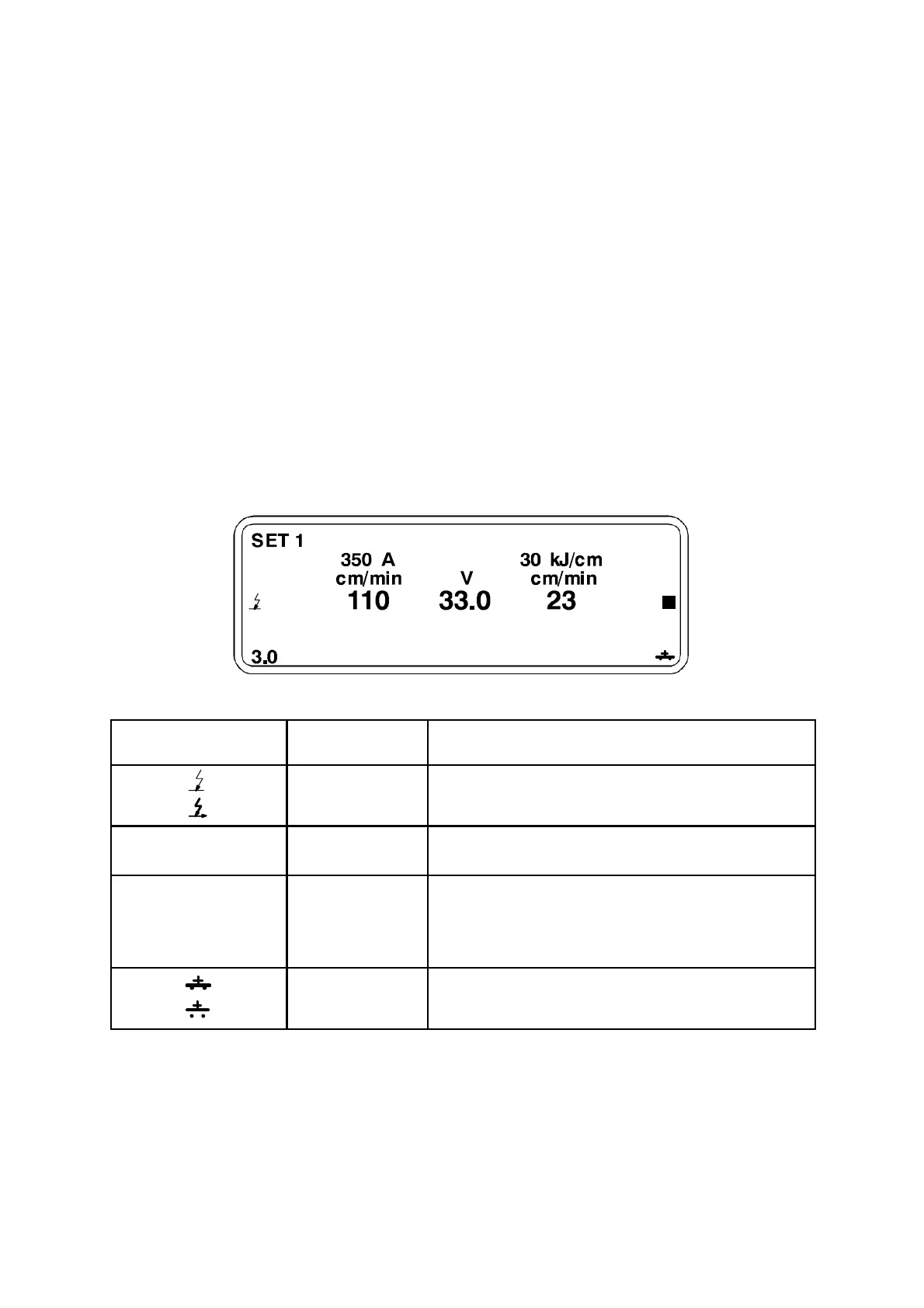
S CW, constant wire feed speed. Normally used for MIG/MAG welding, for small
weld pools, thin sheet metal and thin filler wire. It is easier to achieve a constant
throat thickness when welding with this method. Welding is controlled by
selecting a fixed wire feed speed and the current is adjusted to achieve this
speed. The resulting current is displayed above the selected wire feed speed
(see display shot on page 33).
8.4 Preset indicators
The numbers and symbols on the display show the chosen preset values, see table
below.
Shown in display
“MAIN MENU” as
“WELDING SETUP”
options
Start Direct
Scratch
Y
J
Direction TRIANGLE
SQUARE
Shown in plain English
(e.g. 3.0)
Wire diameter:
Solid wire
Flux cored
Strip
0.8 1.0 1.2 1.6 2.0 2.5 3.0 3.2 4.0 5.0 6.0
0.81.01.21.62.02,43.03.24.0
30 x 0.5 60 x 0.5 100 x 0.5
OUTPUT
ON/OFF
Valve