11
2.3 STEEL HEAT SHIELD GUARDS
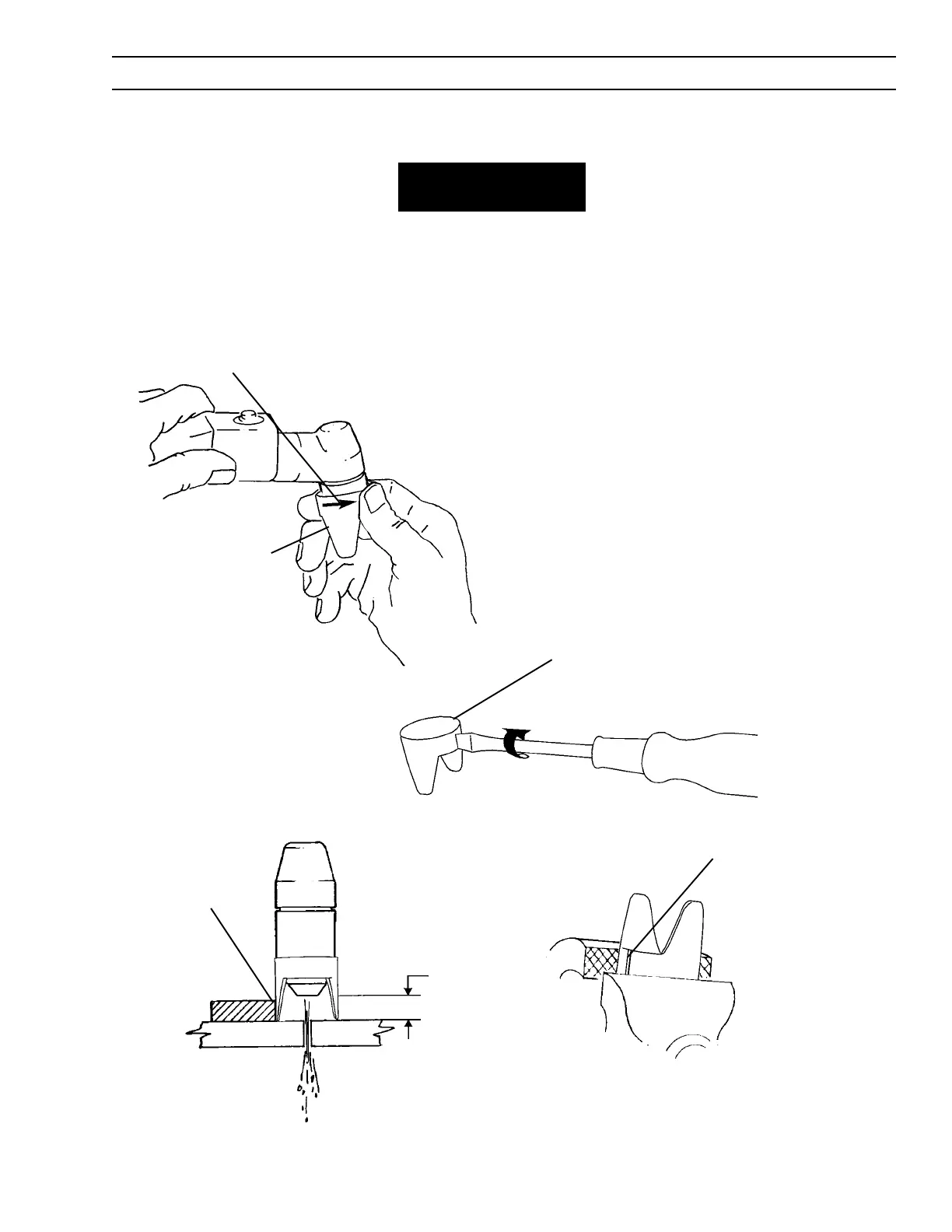
(Refer to Figure 2-2)
ADJUST GUIDE BY TURNING IN A
CLOCKWISE DIRECTION ONLY. THIS
WILL PREVENT ACCIDENTAL LOOS-
ENING OF SHIELD.
STEEL GUARD
STAND OFF GUIDE
P/N 0558002393
IF GUIDE IS TOO
TIGHT ON SHIELD,
OPEN SLOT WITH
SCREWDRIVER.
IF TOO LOOSE, CLOSE
SLOT WITH VISE OR
LARGE PLIERS.
3/16" (4.6 mm)
TORCH-TO-WORK
GUIDE AGAINST
STRAIGHT EDGE
OR FREE-HAND
CUT
Figure 2-2. Installation and Operation of Steel Heat Shield Guards
SECTION 2 ASSEMBLY AND OPERATION
Drag cutting, even with lower current levels may significantly
reduce the life of torch consumables. Attempting to Drag Cut
with higher currents (70 amps) may cause immediate cata-
strophic consumable damage.
NOTICE
Drag Cutting with the PT-32 Torch
If drag cutting is desired, attach ESAB's standoff guide
(P/N 0558002393). For thin material, under 3/8", re-
move 50-70 amp or 90 amp nozzle from torch head,
insert ESAB's 40 amp nozzle (P/N 0558002908). Lower
current level to 40 amps or lower.