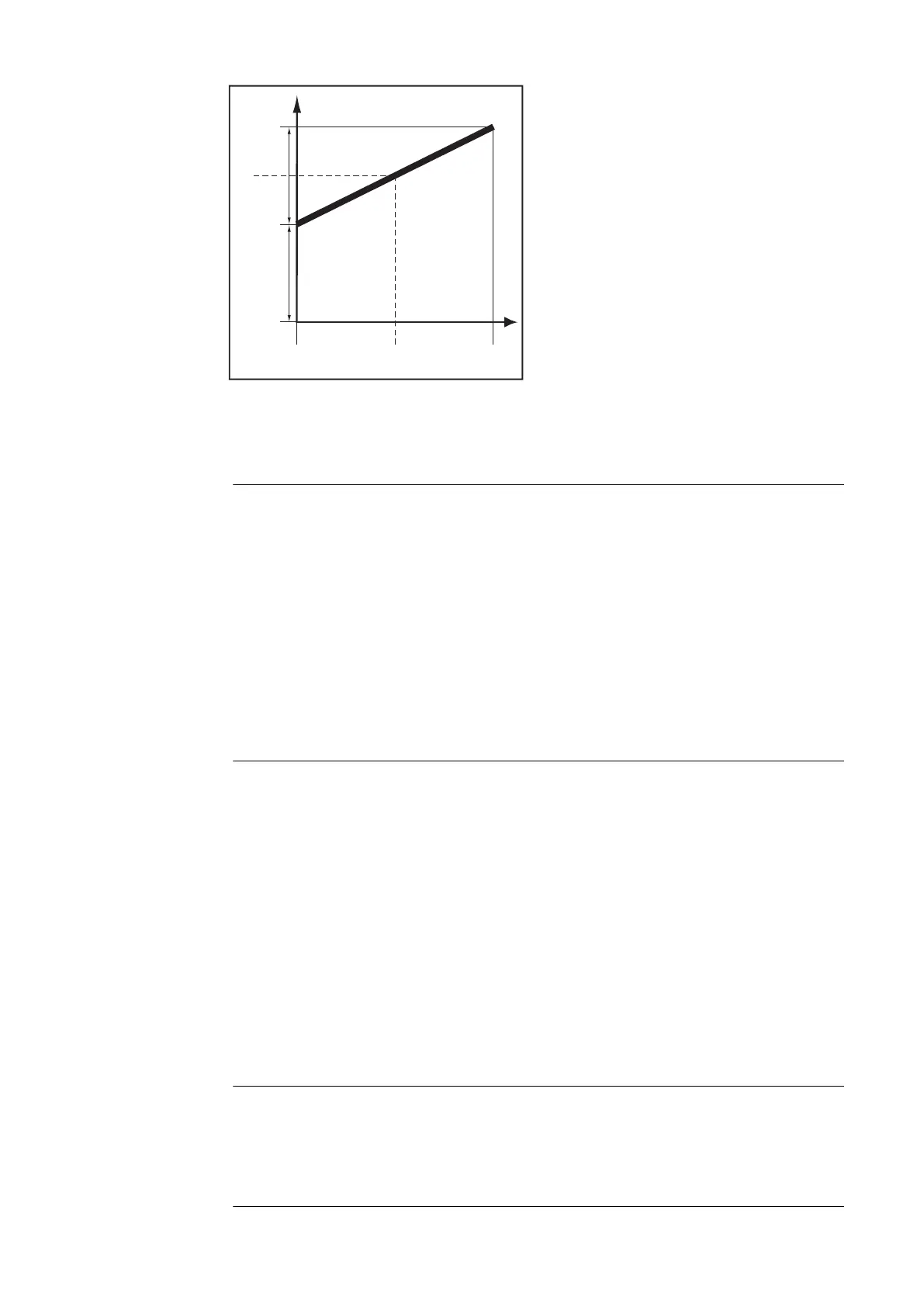
Legend:
(1).... Gas post-flow time at any given
moment
(2).... Welding current at any given
moment
G-H.... Post-flow Imax
G-L .... Post-flow Imin
Gas post-flow time as a function of the welding current
If Aut is selected, the gas post-flow time is calculated automatically. This takes the
selected welding process (AC or DC welding) into account.
Tacking function
for the TIG DC welding process: Duration of the pulsed welding current at the start of
tacking
Unit s
Setting range OFF / 0.1 - 9.9 / ON
ON The pulsed welding current remains in effect until the end of
the tacking operation
0.1 - 9.9 s The set time begins with the UpSlope phase. After the end of
the pre-set time period, welding continues with a constant
welding current; any pulsing parameters that have been set
are available.
OFF The tacking function is deactivated
Pulse frequency
Unit Hz / kHz
Setting range OFF / 0.20 Hz - 2.00 kHz
The selected pulse frequency is also used for the reduced current I
2
.
IMPORTANT! If the pulse frequency is set to "OFF":
- the Duty Cycle, Base current and Wirefeed spd 2 (from the cold wire setup) weld-
ing parameters are not available
- the wire speed set on the control panel is used for constant wirefeed at a con-
stant welding current.
Setting the pulse frequency:
0.2 Hz to 5 Hz Thermal pulsing (out-of-position welding, automated welding)
1 kHz to 2 kHz Arc-stabilising pulsing (stabilising the arc at a low welding cur-
rent)
Duty Cycle
The ratio of pulse duration to base current duration when a pulse frequency has been
set
Unit %
Setting range 10 - 90
156