6
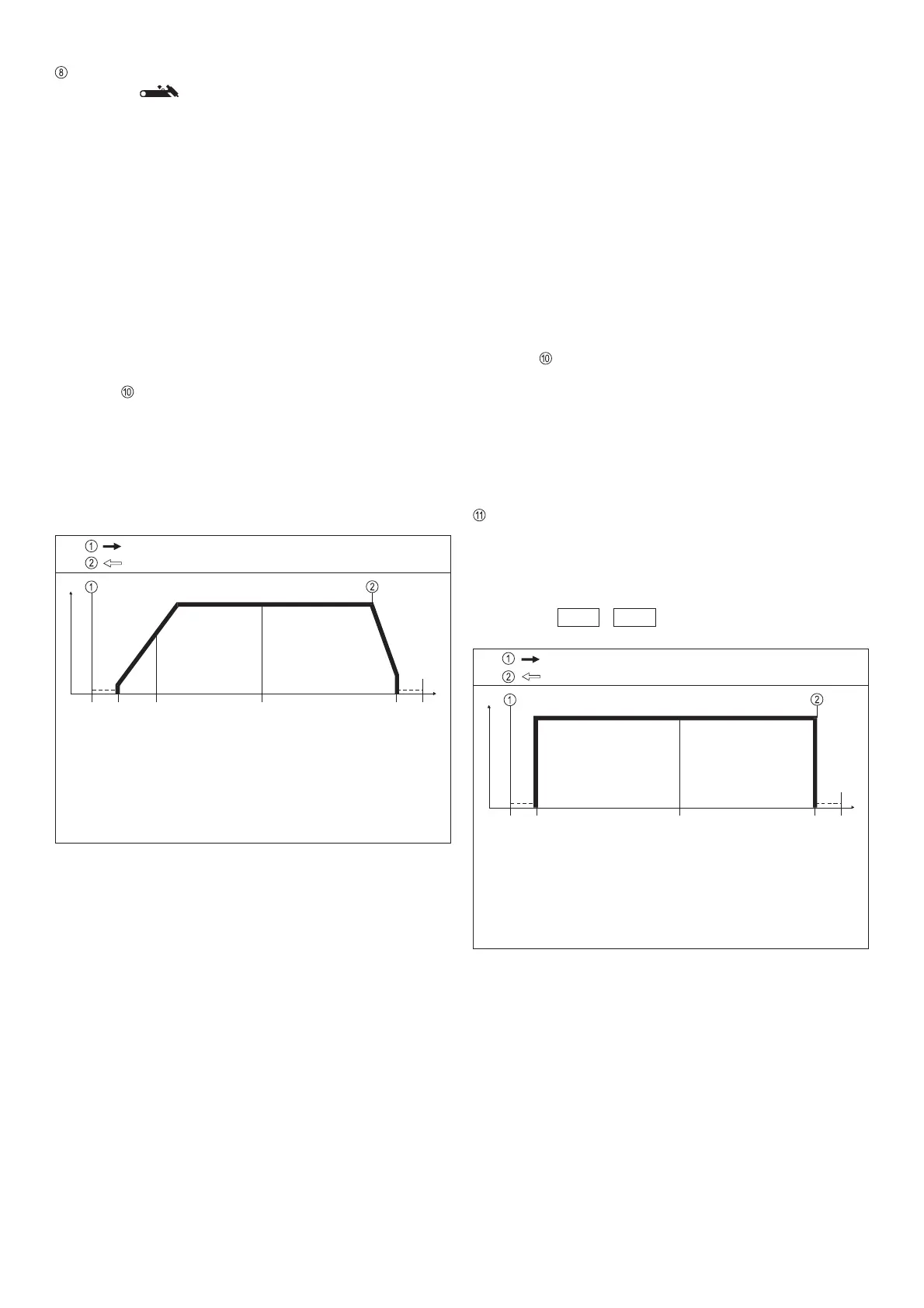
Retirer la bascule de la gâchette du pistolet et la maintenir retirée
Lâcher la bascule de la gâchette du pistolet
I
H
I
Démarrage du cycle
Temps de prédébit de gaz
Augmentation de courant
suivant Up-Slope
Temps de postdébit de gaz
Amorçage de l´arc électrique à
courant d´arc chercheur I
S
Soudage à courant
principal réglé I
H
Fig. 6 Séquence de fonctionnement au mode de fonctionnement à 2 temps
t
Termination de soudage suivant
Down-Slope jusqu´aucourant
de cratère final I
E
Retirer la bascule de la gâchette du pistolet et la maintenir retirée
Lâcher la bascule de la gâchette du pistolet
I
H
I
Démarrage du cycle
Temps de prédébit de gaz
Termination de soudage
Temps de postdébit de gaz
Amorçage de l´arc électrique
Soudage à courant
principal réglé I
H
Fig. 6a Séquence de fonctionnement au mode de fonctionnement spécial à 2
temps
t
INDICATION DEL DU MODE DE FONCTIONNEMENT À
2 TEMPS
Mode de fonctionnement à 2 temps - (Fig.6)
l appel par la bascule de la gâchette du pistolet TIG
l est utilisé principalement pour le soudage de pointage
l au niveau de programme "NIVEAU RÉGLAGES
PRÉLIMINAIRES___", paramètres TIG le réglage de StS
doit être sur "OFF"
Séquence de fonctionnement
1. Retirer et maintenir retiré la bascule de la gâchette du
pistolet
l La période de prédébit de gaz se déroule
l L´arc s´amorçage à la valeur réglée du courant d´arc cher-
cheur I
S
(pour amorçage HF: HF déconnecte automatique-
ment après l´amorçage)
l Après l´amorçage le courant de soudage monte suivant le
Up-Slope internement réglé jusqu´au courant de soudage I
H
l DEL est allumée
2. Lâcher la bascule de la gâchette du pistolet
l L´arc électrique s´éteint (avec ou sans réduction de courant)
l La période de postdébit de gaz internement réglée se
déroule
Avec utilisation d´une télécommande à pédale TR52mc
l´installation commute automatiquement au mode de
fonctionnement à 2 temps.
Mode de fonctionnement spécial à 2 temps - (fig.6a)
l appel par la bascule de la gâchette du pistolet TIG
l est utilisé principalement pour le soudage de pointage
l au niveau de programme "NIVEAU RÉGLAGES
PRÉLIMINAIRES___" (chapitre „Travail avec les niveaux de
programme“), paramètres TIG le réglage de StS doit être sur
"ON"
Séquence de fonctionnement
1. Retirer et maintenir retiré la bascule de la gâchette du
pistolet
l La période de prédébit de gaz se déroule
l L´arc s´amorçage à la valeur réglée du courant d´arc cher-
cheur I
S
(pour amorçage HF: HF déconnecte automatique-
ment après l´amorçage)
l Le courant de soudage augmente sans Up-Slope jusqu´au
courant de soudage I
H
l DEL est allumée
2. Lâcher la bascule de la gâchette du pistolet
l L´arc électrique s´éteint (sans réduction de courant)
l La période de postdébit de gaz internement réglée se
déroule
Avec utilisation d´une télécommande à pédale TR52mc
l´installation commute automatiquement au mode de fonctionne-
ment à 2 temps.
DOWN-SLOPE ou temps de diminution de courant:
l Possibilité de réglage continu de vitesse de diminution de
courant allant de courant principal à courant de cratère
final I
E
. Gamme de réglage: de 0,1 - 20 sec.
l Lors de la commande du potentiomètre de down-slope la
valeur réglée est indiquée pour 3 secondes.
p. ex.: d S L 1.0
 Loading...
Loading...





