3
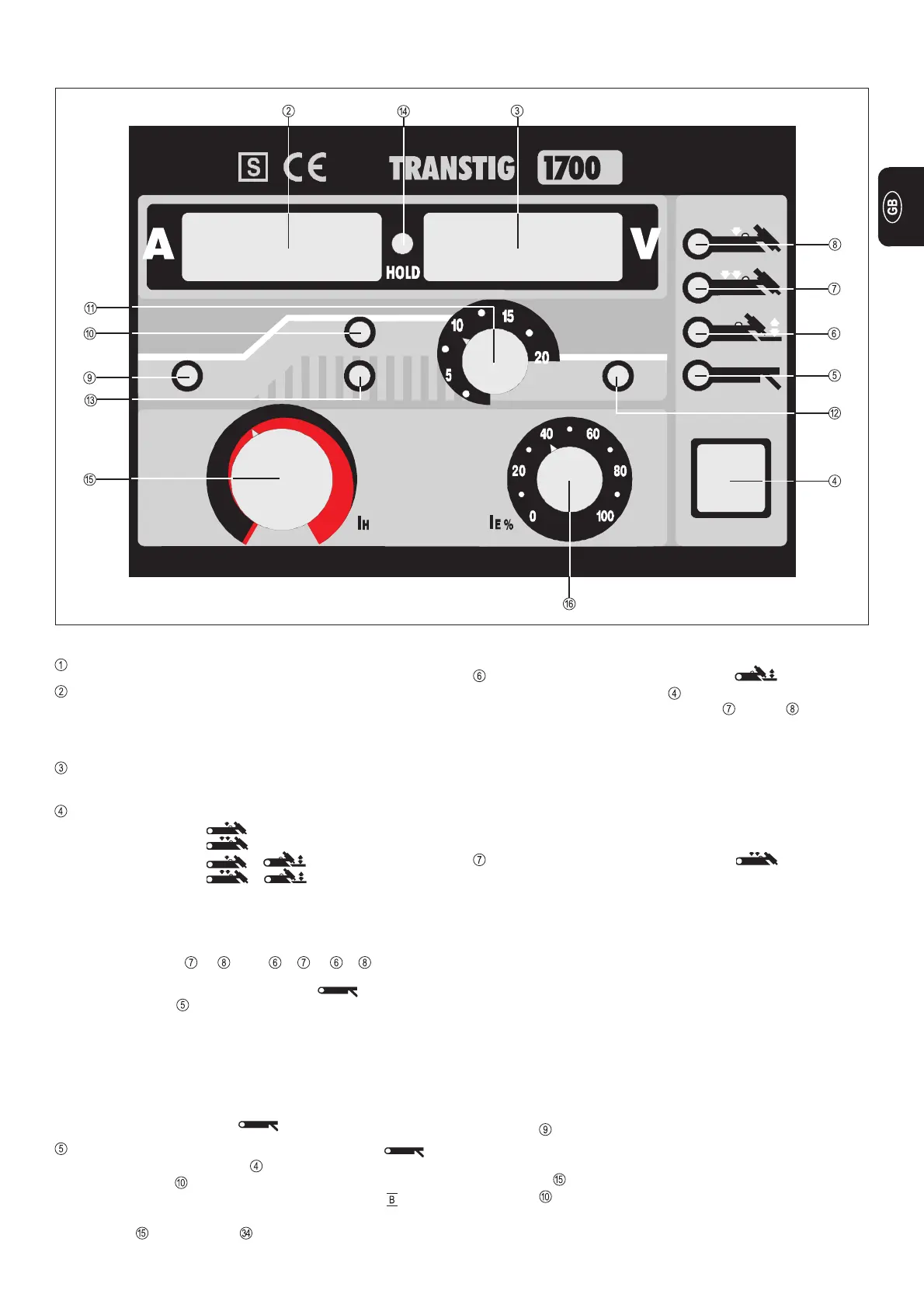
Fig. 3 Front panel Transtig 1700
DESCRIPTION OF CONTROLS
LED INDICATOR for contact ignition
l Select via function button
l Lights up together with either LED or LED
l To ignite the arc, touch the workpiece with the tungsten
electrode after pressing the torch trigger.
l The short-circuit current flowing when contact is made bet-
ween the electrode and the workpiece corresponds to the
minimum current.
Where to use contact ignition: Whenever the HF used in
contact-free ignition would cause external interference.
LED INDICATOR FOR 4-STEP MODE
4-step mode - without intermediate lowering
l In the manual or automatic welding modes, for flawless
welding joints
l Pre-settable parameters such as gas pre-flow, start arc,
upslope time, main current, downslope time, crater-fill cur-
rent and gas post-flow time
l In the "PRESETTINGS LEVEL ___" program level
(see section headed “Working with the program-levels”)
(TIG parameters), SFS must be set to OFF
Functional sequence: (Fig.4):
1. Pull back and hold trigger
l Gas pre-flow time elapses
l Arc ignites with the pre-set start-arc current I
S
(with HF
ignition; HF cuts out automatically after the ignition cycle)
l LED lights up
2. Release trigger
l Welding current rises via the pre-set upslope to the value set
on dial for the welding current I
H
l LED lights up
}
}
TIG-welding with
HF-ignition
TIG-welding with
contact ignition
MAINS ON/OFF SWITCH (see Fig.8)
DIGITAL-AMMETER
l Indicator of the main current
Command value ð desired welding current
Actual value ð actual welding current
DIGITAL-VOLTMETER
l Indicator of the welding voltage
FUNCTION BUTTON
a) 2-step operation
b) 4-step operation
c) 2-step operation +
d) 4-step operation +
l Arc force control and hot-start devices are out of action
l When the TR 50mc, TR 51mc and TR 52mc remote-control
units are used, the system switches over to the operating
mode in question automatically
l LED indicators or resp. + or + lights up
e) MANUAL ELECTRODE WELDING
l LED indicator lights up and the digital voltmeter indicates
the open-circuit voltage.
l The welding characteristics are governed by the values for
ARC FORCE and HOT-START which are fixed in the machi-
ne itself.
l It is possible to influence these parameters from outside via
the TPmc remote control unit and the inert menue at function
selector switch position
LED INDICATOR for manual electrode welding
l Select via function button
l LED indicator lights up (for main current I
H
) only at welding
l Welding current is present in the current socket
l Welding current is either adjusted with the main current re-
gulator , or via the dial on the TPmc remote control unit
 Loading...
Loading...





