25
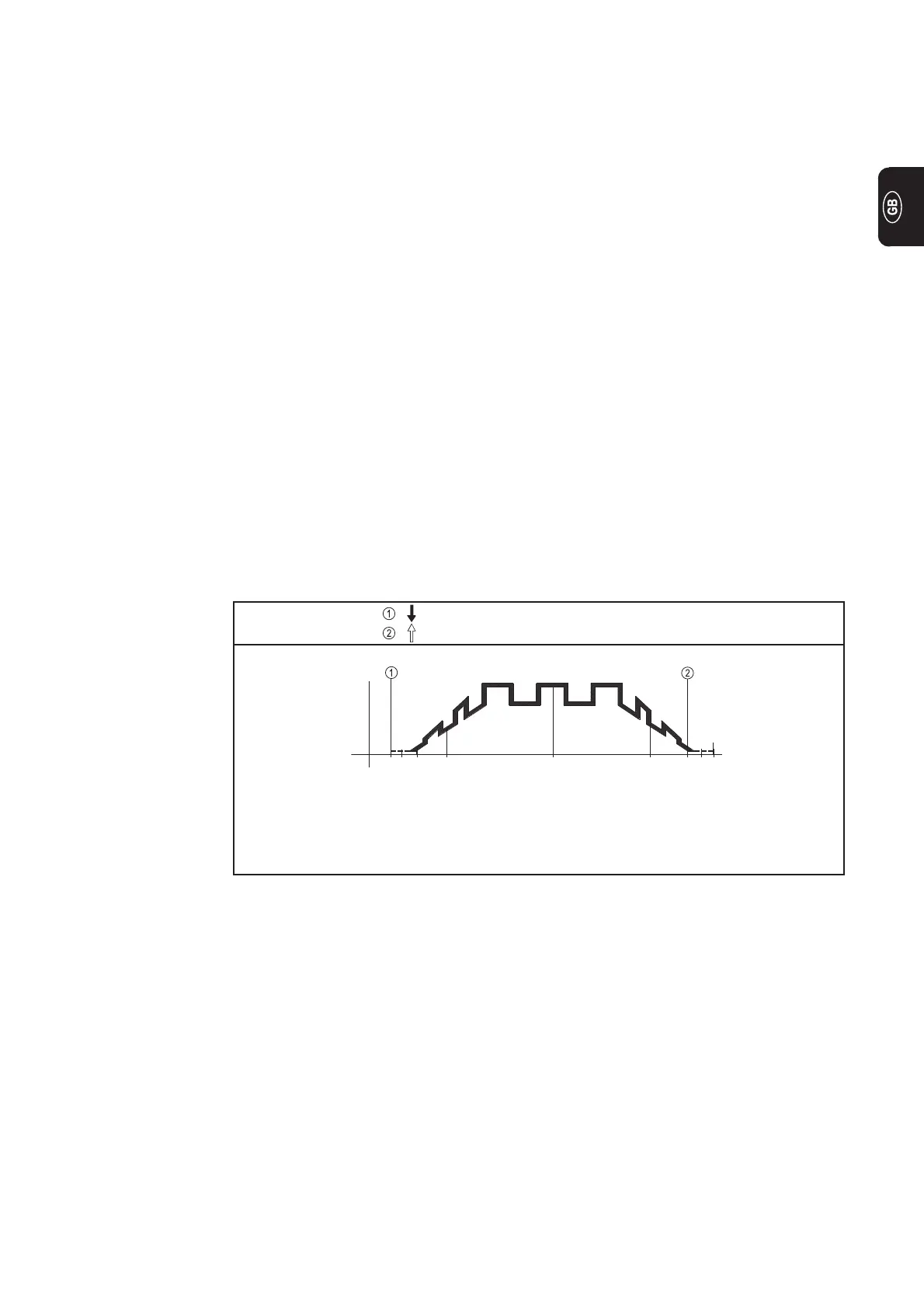
Fig. 25 Functional sequence in pulsed-arc operation, in conjunction with the TR 52mc remote-control
pedal unit (2-step)
Operating mode:
Regulation of pulse current I
1
using TR 52mc remote-control pedal unit
It is particularly advantageous with manual TIG welding in cases where it is necessary to
alter the welding pulse current during the welding operation. (Where the welder is dea-
ling with materials of different strengths, for example).
- Link the connecting socket [G] on the power source and the socket (28) on the
remote-control pulsing unit electrically with the remote control cable.
- A remote control cable of the same type may be used for linking the remote-control
pulsing unit (socket 29) electri-cally to the remote control pedal unit (socket 30).
- Plug in the plug-in connections the right way round, and screw the coupling ring on
as far as possible.
- When the TR 52mc remote-control pedal unit is connected, the machine automati-
cally switches over to 2-step operation.
- LED indicator (13) blinks up on the power source
- Set desired operating mode with function button (4)
- The appropriate LED indicator (5), (6) or (8) lights up -operating mode electrode
(LED indicator 5) is possible
- The mean welding-current amperage is indicated on display A. - No "Hold" function
- To initiate the ignition process, gently step on the pedal.
- The level of the start arc current, the pulse current I
1
and the final crater current can
also be controlled from the pedal.
- The base current I
2
that is set using the dial (25) on the TR 50mc is a constant
percentage of the value of the pulse current I
1
.
- When the welder takes his foot right off the pedal, the welding current is switched
off, thus interrupting the welding operation.
- Gas post-flow time elapses.
TR 50mc remote
control pulsing
unit
(continued)
Pedal pressed down = welding "ON"
Foot off the pedal = welding "OFF"
I
1
I
2
t
I
Gas pre-flow time
Start of cycle
Pulsing current-rise,
can be regulated
by pedal
Pulsing current-rise,
can be regulated
by pedal
End of welding
Gas post-flow time
Pulsing current-drop,
can be regulated
by pedal
Pulsed-arc
welding operation I
1
, I
2
O

 Loading...
Loading...




