29
With fine-globule electrodes (titanium) the above will not be observed, as metal transfer
occurs without a short circuit being produced.
100
V
A
50 150 200 250
5
100
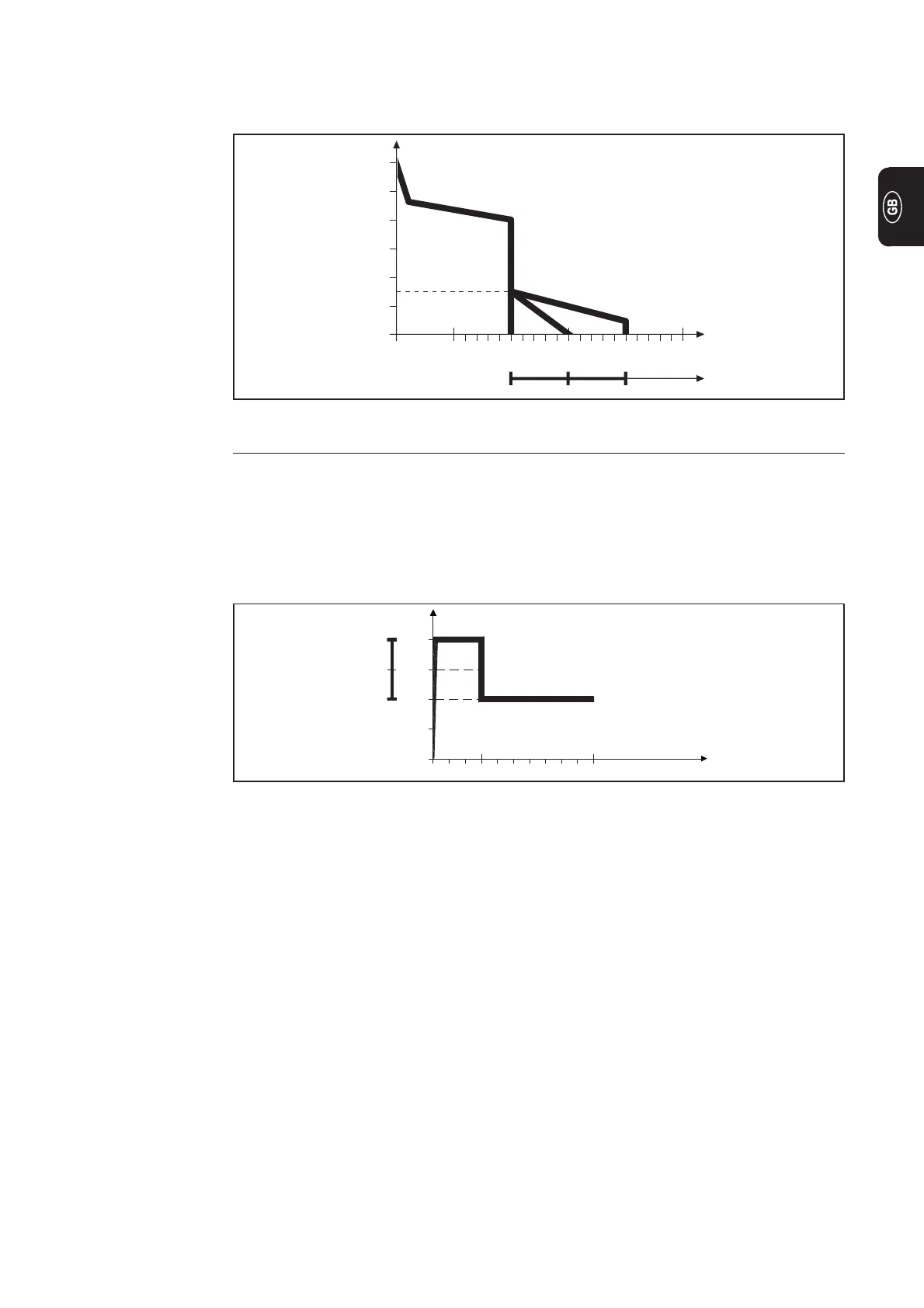
ARC FORCE CONTROL DIAL
Fig. 31 Effect of arc force control dial (35) on constant-current characteristic at the moment of short
circuiting. Welding current setting 100 A
(36) HOT-START control dial
- only effective in the electrode ignition phase
- improved ignition even with electrodes where ignition is normally more difficult
- improved melting of the base material in the ignition phase, meaning far fewer
cold laps
- considerable reduction of slag inclusions
- is added to the set welding current value on a percentage basis
Important! The maximum setting for the HOT-START current is limited by the maximum
circuit of the machine.
Connecting the remote control unit:
- use the remote control cable to create an electrical link bet-ween the connecting
socket [G] on the power source and the socket on the remote control unit.
- insert the plug-in connections into the correct sockets and screw the coupling ring
on as far as possible.
- shift the function selector button (4) into the right position for the operating mode in
question
Welding without a remote control unit
The parameters for Hot-Start and arc force are pre-set within the machine to average
(mean) values
60
50
40
30
20
10
0
Fig. 32 Ignition phase using HOT-START control. Welding current setting 100 A
A
200
150
100
0 1.0 t sec
50
HOT-START
0
100%
TPmc remote
control unit
(continued)

 Loading...
Loading...




