PROGRAMMING EXAMPLES
22196-8000
June 1999
7. PROGRAMMING EXAMPLES
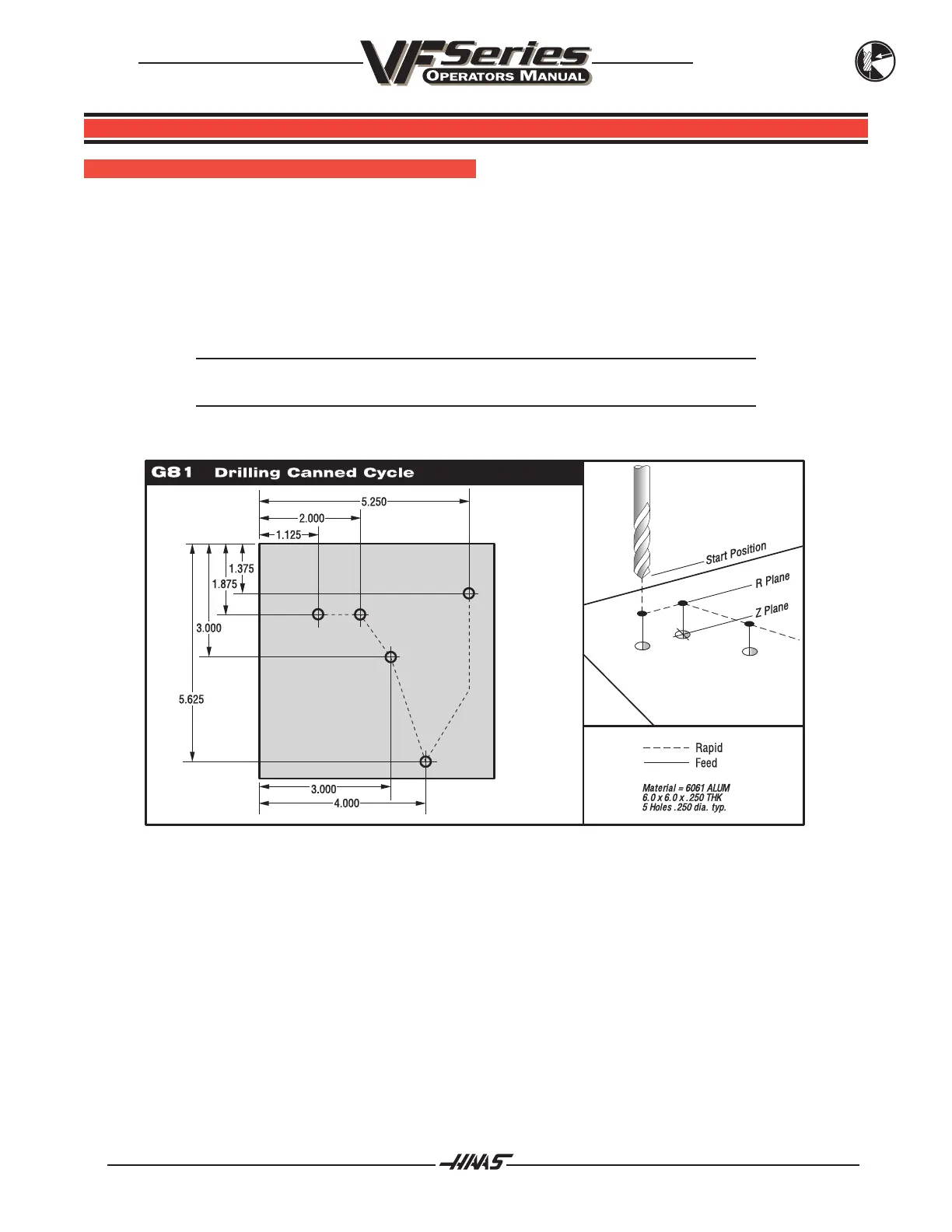
G81 DRILLING C ANNED C YCLE
FORMAT:
G81 Z- ___ F ___ R ___
Z = Position of the bottom of the hole being drilled.
F = Feed rate in inches per minute.
R = Reference plane, or a position placed above Z0.
Note: The Z, F, and R codes are required data for all canned cycles.
Note: The optional X and Y can be included in the canned cycle line. In most cases,
this would be the location of the first hole to be drilled.
Canned cycle programming example using aluminum block.
The following is the program to drill through the aluminum plate:
T1 M06
G00 G90 G54 X1.125 Y-1.875 S4500 M03
G43 H01 Z.1
G81 Z-.35 F45. R.1
X2.0
X3.0 Y-3.0
X4.0 Y-5.625
X5.250 Y-1.375
G00 G80 Z1.0
G28
M30
 Loading...
Loading...



