Technical Manual VERSION 2.0 -10-18-2018
14
V
Pd
Pd'
V
Pd<Pd'
P
Pd, Pd'
V
Pd=Pd'
P
Pd>Pd'
Pd'
Pd
P
2.10 Compressor volume ratio (Vi)
The volume ratio (Vi) of the compressor can be defined as the ratio of suction volume to discharge volume in the
compressor. The smaller the concavity of slide valve in the discharge end, the larger the volume ratio. The volume ratio
directly affects the internal compression ratio (Pi). Low Vi corresponds to low Pi and high Vi corresponds to high Pi. In
the equation below, in order to prevent over or under compression, the system compression ratio (CR) should be equal
to compressor’s internal compression ratio (Pi). Please refer to PV (pressure – volume) diagram below to figure out
this relation.
CR = Pd/Ps
Pi = Vi
k
Vi = Vs/Vd
Where: CR: system compression ratio Pi: internal compression ratio
Vi: internal volume ratio Pd: system pressure (absolute pressure)
Pd’: discharge pressure (absolute pressure) Ps: suction pressure (absolute pressure)
Vs: suction volume Vd: discharge volume K: refrigerant specific heat ratio
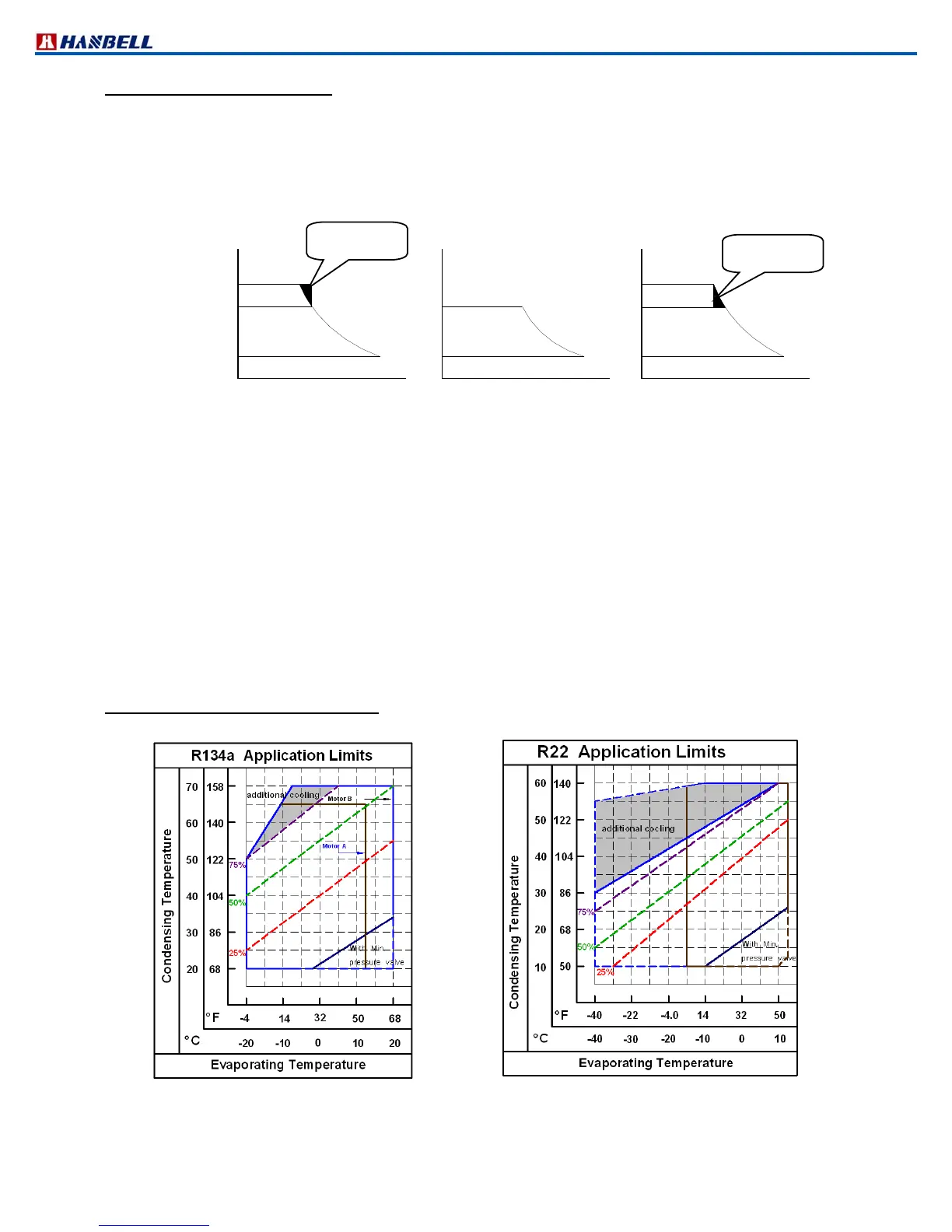
2.11 Application limits
Application limits of the compressor vary significantly with the type of refrigerant used. The operating limits shown
below are based on saturated suction and discharge operating conditions, for continuous operation over extended
periods of time. It is important to operate within these limits to maintain proper compressor life. Operating at extra low
saturated suction temperature, may cause oil management and motor cooling problems, and operating at extra high
saturated condensing temperature will shorten the compressor life due to insufficient motor and compressor chamber
cooling.
a. Application limits of RC2100~RC2930 are described on the respective refrigerant charts.
Over compression (CR < Pi)
Loss of work
Loss of work
1 2
3
4
Ps
1 2
3
4
Ps
Ps
1
2
3
4
Figure 17 PV Diagram