conMIG 400/445/545
Operating manual Page 48
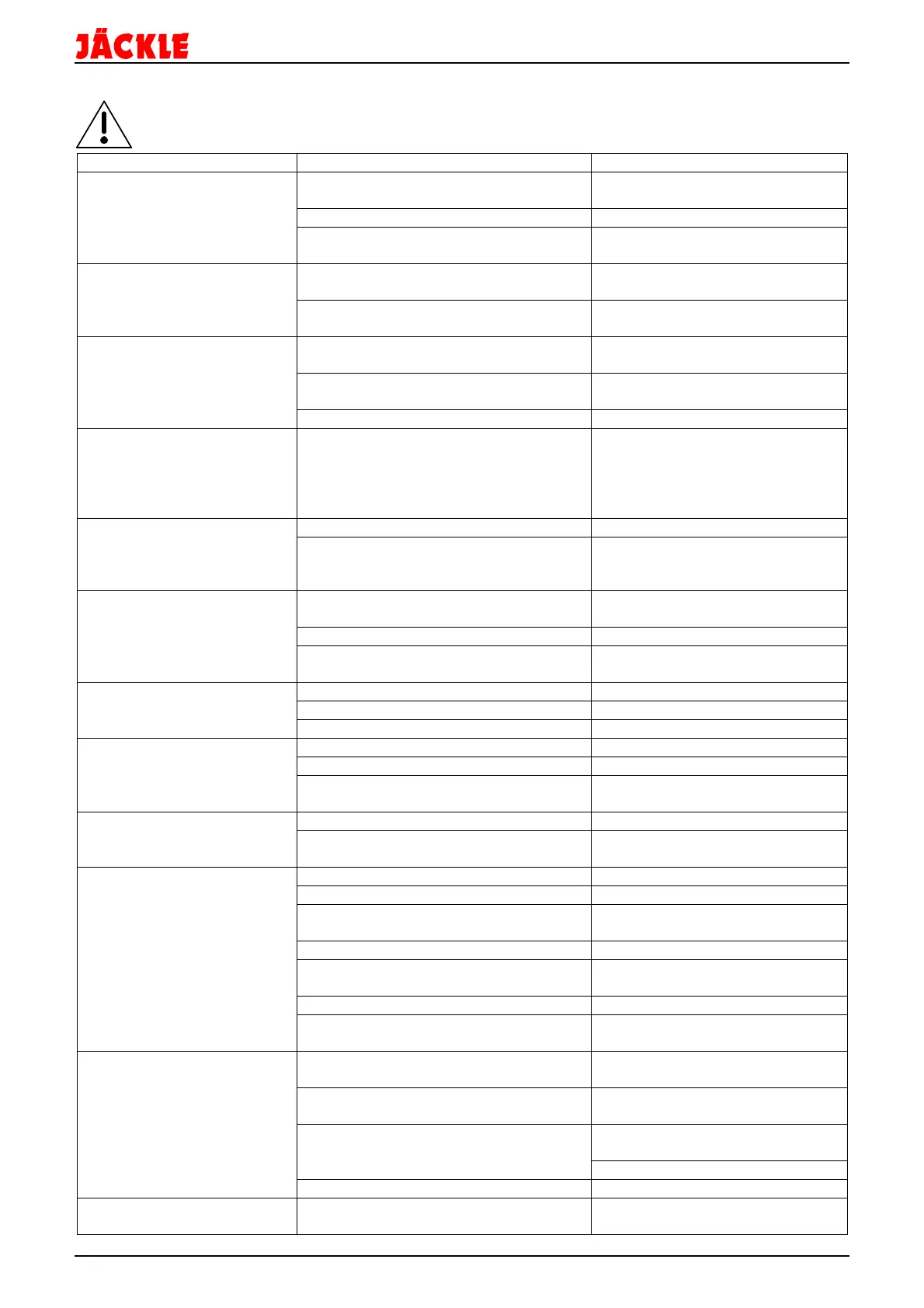
40. Trouble - shooting
Any remedial action to defective electrical equipment must be carried out by a qualified electrician!
Display
T°C – 01/02/03 – hot
Machine overheated
(See Point 33)
Machine to cool down with a
running fan
Thermal sensor line interrupted Look for and eliminate interruption
Wrong type of machine in the control
box set
Contact service partner
Display
T°C – int – e.g. +56
(See Point 20)
Ambient temperature below -10 ° C or
above +40 ° C
Bring Machine into normal
temperature range
Thermocouple defect in the control box Change control box
Sensor repaired
Display (continuously)
Err H2o ---
(To clear switch machine off
and on)
Water tank empty Fill in cooling water with alcohol in
the ratio 4:1
Water flow below 0.25 l / min Check water flow
Torch / pipe
Flow meter is defective Flow meter exchange
Display (continuously)
Err CAn
Communication between wire feed case
(control box MC) and machine is
disconnected
Intermediate hose pack - cable
broken, plug defective
controlbox MC or control pcb
inside the welding machine
defective
Main switch ON
1 or 2 green Indicator lights
on the front plate are not lit
(see control elements)
Failed one or more system phases Check main supply and fuses
Fuse in the front plate defective Change fuse 2A slow
Main switch ON
Green control lamps are light
Control box MC without
function
Secondary fuse on auxiliary transformer
defective
Change fuse 6,3A slow
Fuse in control box MC defective Change fuse 6,3A slow
Cable in torch hose pack defective /
broken
Check 5 pole cable
No function after pressing
torch trigger key
Torch trigger defective Change torch trigger
Torch control line interrupted Check torch control line
Control box MC defective Change control box
Fire feed motor out of service Control box MC defective Change control box
Fire feed motor defective Change wire feed motor
Wiring between control box and Motor
interrupted
Check wiring
Wire buckling between wire
feed rollers and guide tube
Pressure of the wire feed rolls to big See chapter 32
Distance from wire feed rollers to guide
tube too far
Check distance / realign wire
guide tube
Irregular wire feed Bad uncoiling of wire Check / refit wire coil
Wire-holding arbour runs heavily Check wire- holding arbour
Wrong wire feed roller Use the right wire feed roller
See chapter 32
Dirty / defective wire guide tube or spiral See chapter 32
Cogged / defective current contact tip Clean / exchange current contact
tip
Dirty/ rusty welding wire Exchange welding wire
Wire guide tube misaligned with wire
feed roller groove
See chapter 32
Porous weld seam Work piece surface polluted(paint, rust,
oil, grease)
Clean surface
No shielding gas(solenoid valve not
opening)
Check / exchange solenoid valve
or gas tube
Insufficient shielding gas Check shielding gas at pressure
reducer
Check gas line for leakage
Gas nozzle polluted Clean gas nozzle
Wire burns back into current
contact tip at start of process
Deficient wire feed, feed rollers idling See chapter 32