Messa in funzione
- 134 - 02.16909.2759.9-00
corrente si ha con 115 A/s no a raggiungere la cor-
rente di saldatura impostata.
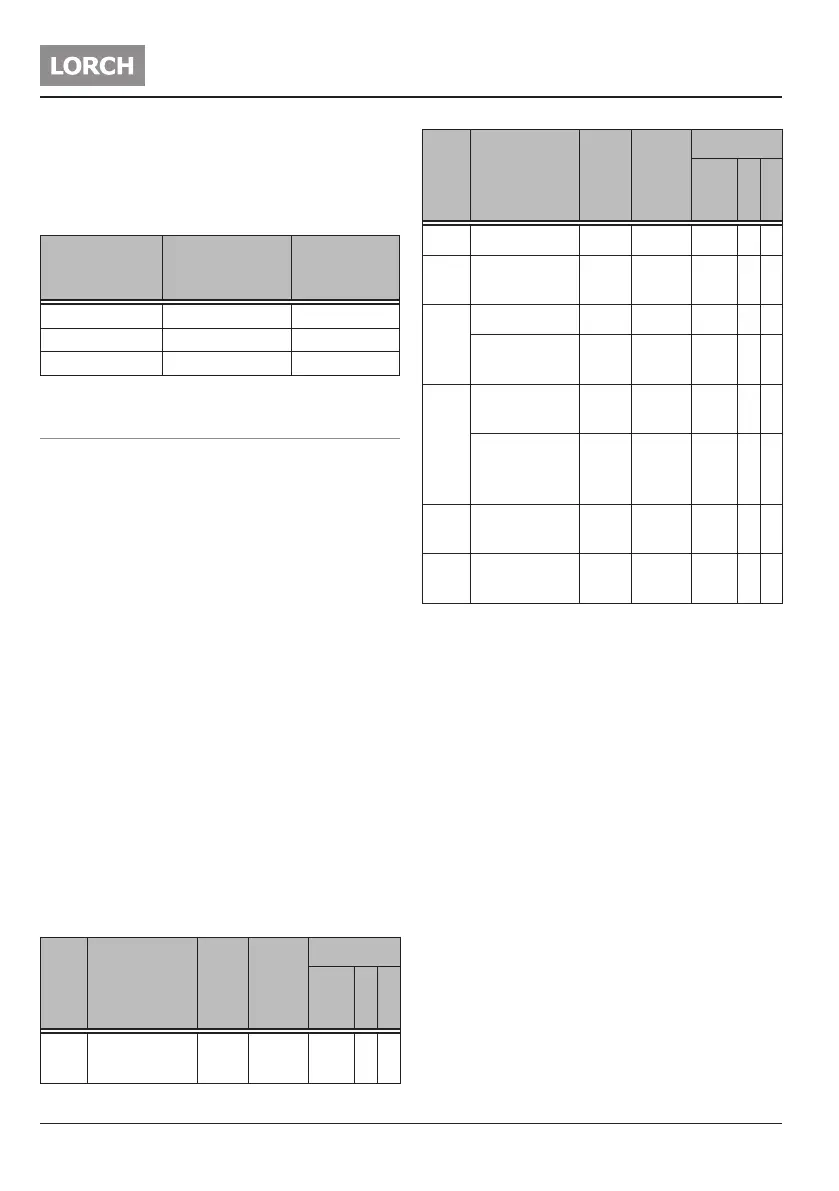
Valori indicativi di intensità di corrente
e quantità di gas
Elettrodo in
tungsteno Ø
[mm]
Intensità di
corrente [A]
Quantità gas
[l/min]
1,0 15...80 4
1,6 70...150 5...6
2,4 150...250 6...7
14.4 Richiamo dei parametri secon-
dari (ControlPro)
Selezionare con il tasto 16 il modo operativo deside-
rato.
I LED 13, 14 o 15 si accendono.
Premere il tasto 16 per 2 secondi.
Nell’indicatore a 7 segmenti 19 viene visualizzato in
modo alternato il codice parametro e il relativo valore
di regolazione.
Selezionare il parametro accessorio desiderato ruo-
tando la manopola 12.
Confermare il parametro accessorio premendo la ma-
nopola di comando 12.
Nell’indicatore a 7 segmenti 19 il valore impostato
lampeggia.
Impostare il valore desiderato ruotando la manopola
di comando 12.
Confermare il valore di impostazione premendo la ma-
nopola di comando 12.
Selezionare il parametro secondario successivo ruo-
tando la manipola 12, oppure abbandonare i parametri
secondari premendo il tasto 16.
A seconda del modo operativo selezionato sono a di-
sposizione diversi parametri accessori.
Codi-
ce
Parametro
Valore
standard
Interv.
regolaz.
Modalità
Cellu-
losico
MMA
TIG
AEd
Rilevam. ne
saldatura (%)
100 0...200 x x
Codi-
ce
Parametro
Valore
standard
Interv.
regolaz.
Modalità
Cellu-
losico
MMA
TIG
dAF Arc-Force (%) 100 0...200 x x
Sbt
Tempo Auto-
Standby (min)
30
Off,
5...30
x x x
StE
Hotstart (%) 125 5...200 x x
Corrente d'av-
viamento (%)
50 5...200 x
Stt
Tempo hotstart
(s)
1 0...20 x x
Tempo corrente
d'avviamento
(s)
0,1 0...20 x
rEd
Numero versio-
ne display
- - x x x
rEL
Numero versio-
ne Master
- - x x x