Puesta en funcionamiento
- 40 - 02.16909.2759.9-00
14.3 Procedimiento de soldadura TIG
Encender la instalación
En caso necesario, conecte la instalación pulsando la
tecla 17 durante 2 s.
Pulse la tecla 16 tantas veces como sea necesario,
hasta que se seleccione el modo de funcionamiento
TIG.
Se ilumina el símbolo TIG (LED 15).
Con el botón giratorio 12, ajuste la corriente de solda-
dura deseada.
Encendido del arco voltaico
VIII
Abra la válvula 56 en la antorcha TIG.
Toque la pieza en el punto a soldar brevemente con
la punta del electrodo.
Levante el electrodo ligeramente.
El arco voltaico quemará entre la pieza de trabajo y
el electrodo.
Aumento de corriente/Upslope
En el procedimiento de soldadura TIG para encender
se utiliza un cortocircuito de 60 A. El aumento de co-
rriente se produce con 115 A/s hasta la corriente de
soldadura ajustada.
Valores orientativos para la intensidad
de corriente y el caudal de gas
Electrodos de
tungsteno Ø
[mm]
Potencia de
corriente [A]
Caudal de
gas [l/min]
1,0 15...80 4
1,6 70...150 5...6
2,4 150...250 6...7
14.4 Consulta de los parámetros
secundarios (ControlPro)
Seleccione el modo de operación con la tecla 16.
El LED 13, 14 o 15 se ilumina.
Pulse la tecla 16 durante 2 segundos.
En el indicador de 7 segmentos 19 se muestra al-
ternativamente el código del parámetro y el valor de
ajuste correspondiente.
Seleccione el parámetro secundario deseado girando
el botón giratorio 12.
Conrme el parámetro secundario pulsando el botón
de operación 12.
En el indicador de 7 segmentos 19 parpadea el valor
de ajuste.
Ajuste el valor deseado girando el botón de operación
12.
Conrme el valor de ajuste pulsando el botón de ope-
ración 12.
Seleccione el siguiente parámetro secundario girando
el botón giratorio 12 o salga de los parámetros secun-
darios pulsando la tecla 16.
En función del modo de operación seleccionado hay
varios parámetros secundarios disponibles.
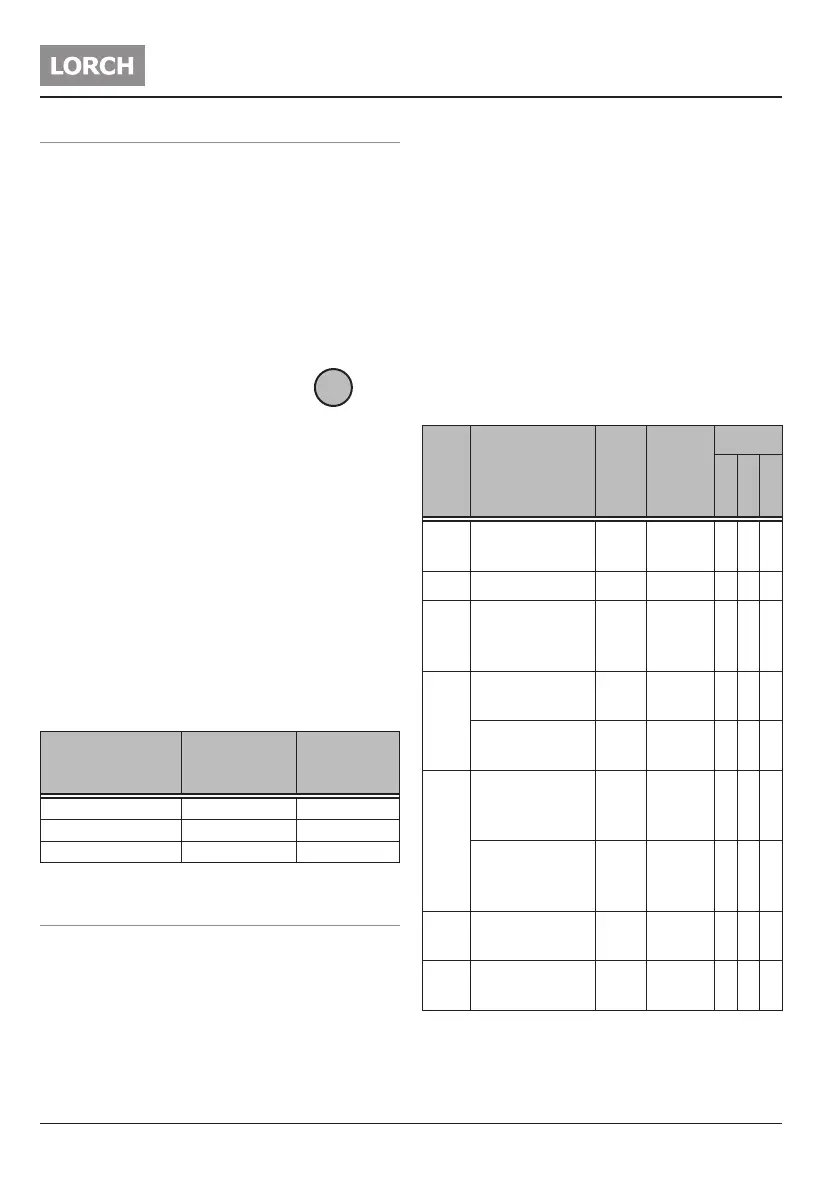
Códi-
go
Parámetro
Valor
estándar
Rango de
ajuste
Modo
CEL
MMA
TIG
AEd
Detec. n de
soldadura (%)
100 0...200 x x
dAF Arc-Force (%) 100 0...200 x x
Sbt
Tiempo de Auto-
Standby (min)
30
Desco-
nectado,
5...30
x x x
StE
Arranque en
caliente (%)
125 5...200 x x
Corriente de inicio
(%)
50 5...200 x
Stt
Tiempo de arran-
que en caliente
(s)
1 0...20 x x
Tiempo de co-
rriente de inicio
(s)
0,1 0...20 x
rEd
Número de ver-
sión del display
- - x x x
rEL
Número de ver-
sión del maestro
- - x x x