Colocação em funcionamento
- 94 - 02.16909.2759.9-00
Aumento de corrente/Upslope
Para a ignição no processo de soldadura WIG será
utilizada uma corrente de curto circuito de 60 A. O
aumento de corrente é de 115 A/s até à corrente de
soldadura regulada.
Valores de referência para intensida-
des de corrente e quantidade de gás
Eléctrodos de
volfrâmio Ø
[mm]
Intensidade de
corrente [A]
Quantidade
de gás
[l/min]
1,0 15...80 4
1,6 70...150 5...6
2,4 150...250 6...7
14.4 Chamar os parâmetros secun-
dários (ControlPro)
Com a tecla 16, seleccione o modo operativo dese-
jado.
O LED 13, 14 ou 15 acende-se.
Prima a tecla 16 durante 2 segundos.
Na indicação de 7 segmentos 19, é apresentado alter-
nadamente o código do parâmetro e o valor de regu-
lação pertencente.
Seleccione o parâmetro secundário pretendido, ro-
dando o botão rotativo 12.
Conrme o parâmetro secundário, premindo o botão
de comando 12.
O valor de regulação pisca na indicação de 7 segmen-
tos 19.
Regule o valor pretendido, virando o botão de coman-
do 12.
Conrme o valor de regulação, premindo o botão de
comando 12.
Seleccione o próximo parâmetro secundário, rodando
o botão rotativo 12, ou saia dos parâmetros secundá-
rios premindo a tecla 16.
Conforme o modo de funcionamento seleccionado,
existem diferentes parâmetros secundários.
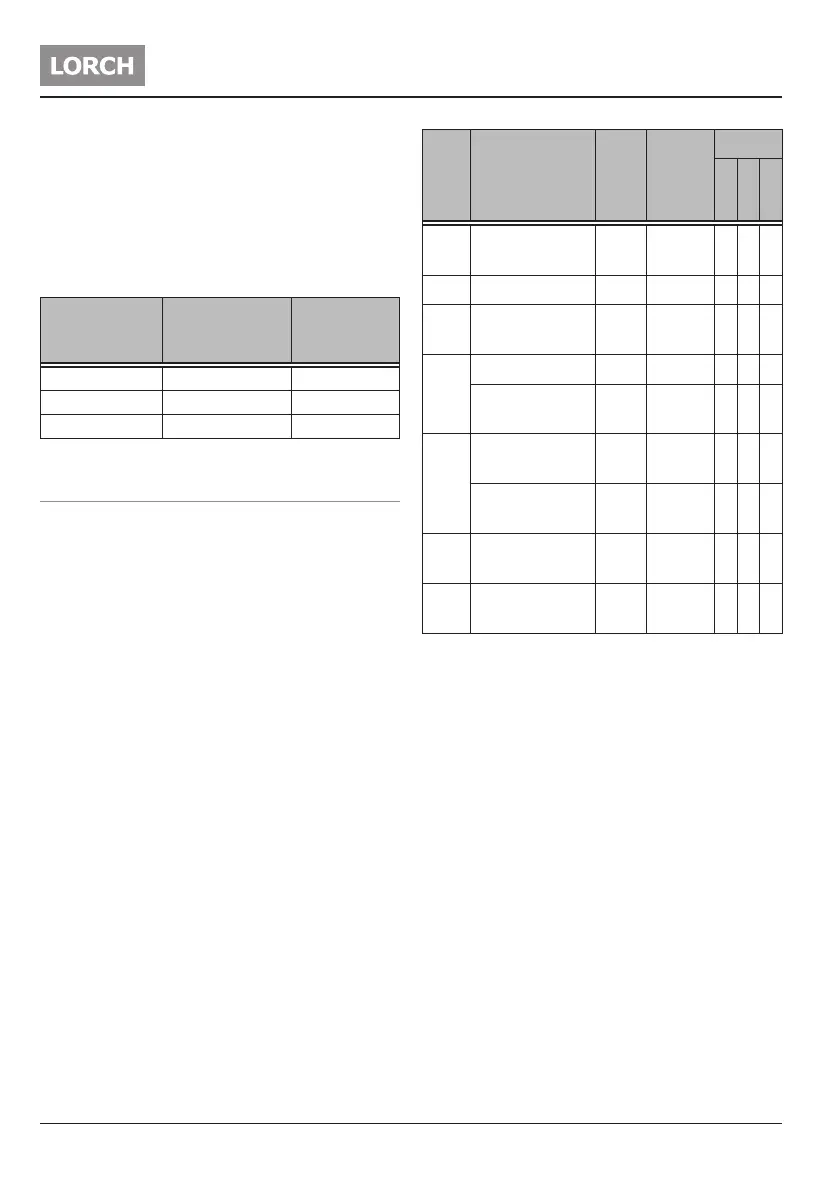
Códi-
go
Parâmetro
Valor
standard
Valor de
regulação
Modo
CEL
MMA
TIG
AEd
Deteção m
soldad. (%)
100 0...200 x x
dAF Arc-Force (%) 100 0...200 x x
Sbt
Tempo Auto
Standby (min)
30
Off,
5...30
x x x
StE
Hotstart (%) 125 5...200 x x
Corrente de
arranque (%)
50 5...200 x
Stt
Tempo Hotstart
(s)
1 0...20 x x
Tempo corrente
de arranque (s)
0,1 0...20 x
rEd
Número de
versão do visor
- - x x x
rEL
Número de ver-
são do master
- - x x x