3. Tool Offset (L system)
3.3 Tool Nose Data
I-95
Refer to "3 (II). Tool Offset (M system)" for M system.
3.3 Tool Nose Data
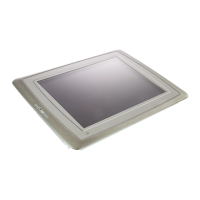
The NOSE-R screen will appear when the menu key
NOSE-R
is pressed.
T-OFSET T-DATA NOSE-R LIFE MENU
[NOSE - R] TOOL 3.1/4
#
1 R 5.000 r 0.045 P 3
2 R 10.000 r 0.099 P 8
3 R 6.000 r 0.099 P 2
4 R 0.000 r 0.000 P 3
5 R 0.000 r 0.000 P 3
6 R 0.000 r 0.000 P 3
7 R 0.000 r 0.000 P 3
8 R 0.000 r 0.000 P 3
9 R 0.000 r 0.000 P 3
10 R 0.000 r 0.000 P 3
# ( ) R ( ) r ( ) P ( )
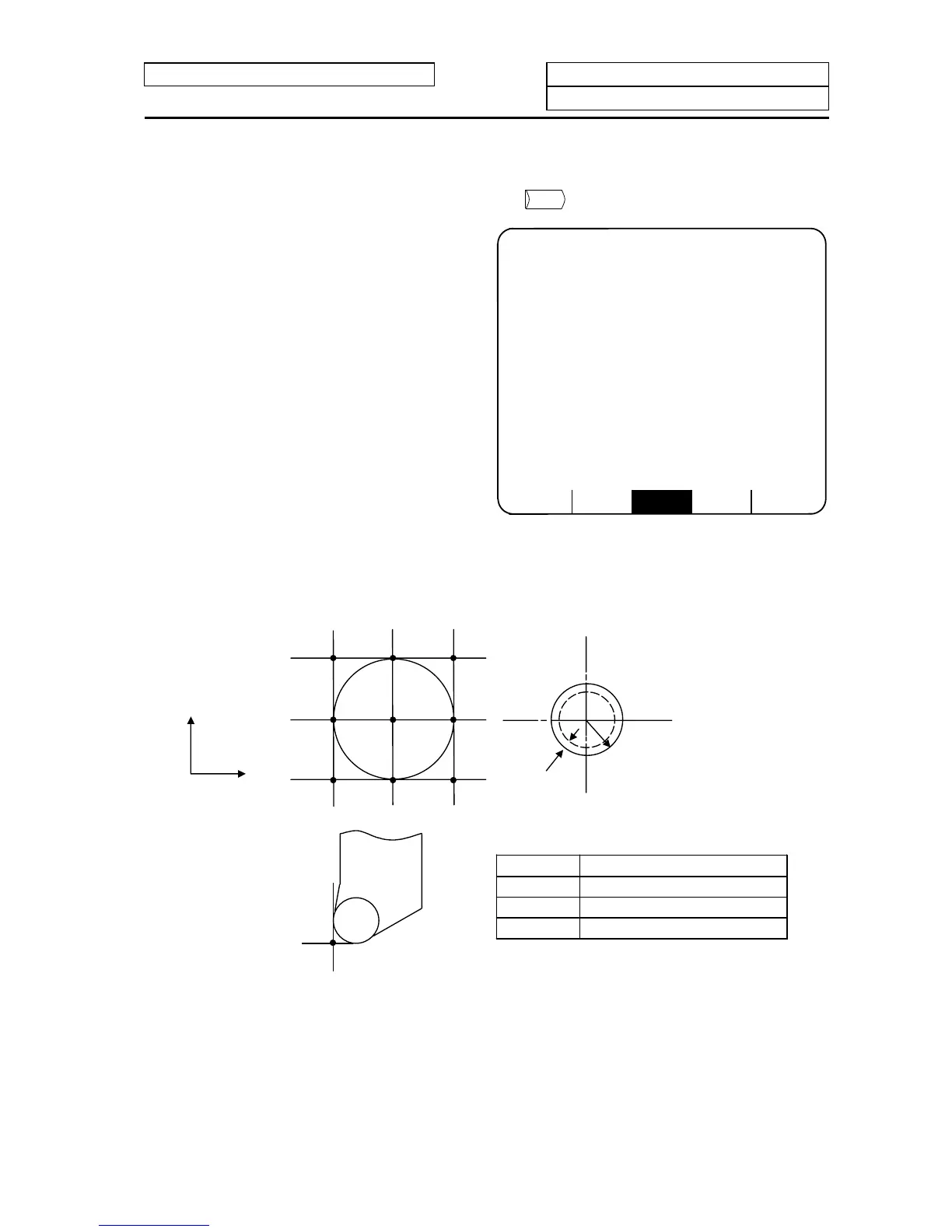
Set the tool nose radius R (nose R), wear r, and tool nose point for each tool used. When the tool nose
R compensation (G41, G42, G46) command is given, the tool nose is assumed to be a half-circular
arc with radius R (R + r) corresponding to the tool No. Compensation is then carried out so that the
half-circular arc contacts the designated machining program path.
Data Function
P0 to P8 Tool nose point
R Tool radius (nose R) (no sign)
r Wear (no sign)
X
2
7
3
61
0
8
5
4
Z
r
R
3
Tool nose point
(Note) The incremental value/absolute value setting mode changeover follows the tool length data
setting mode for R, and the tool wear data setting mode for r.
 Loading...
Loading...