9 - 34
MELSEC-Q
9 MAJOR POSITIONING CONTROL
9.2.4 3-axis linear interpolation control
In "3-axis linear interpolation control" ("
Da.2
Control system" = ABS linear 3, INC
linear 3), three motors are used to carry out position control in a linear path while
carrying out interpolation for the axis directions set in each axis.
(Refer to Section 9.1.6 "Interpolation control" for details on interpolation control.)
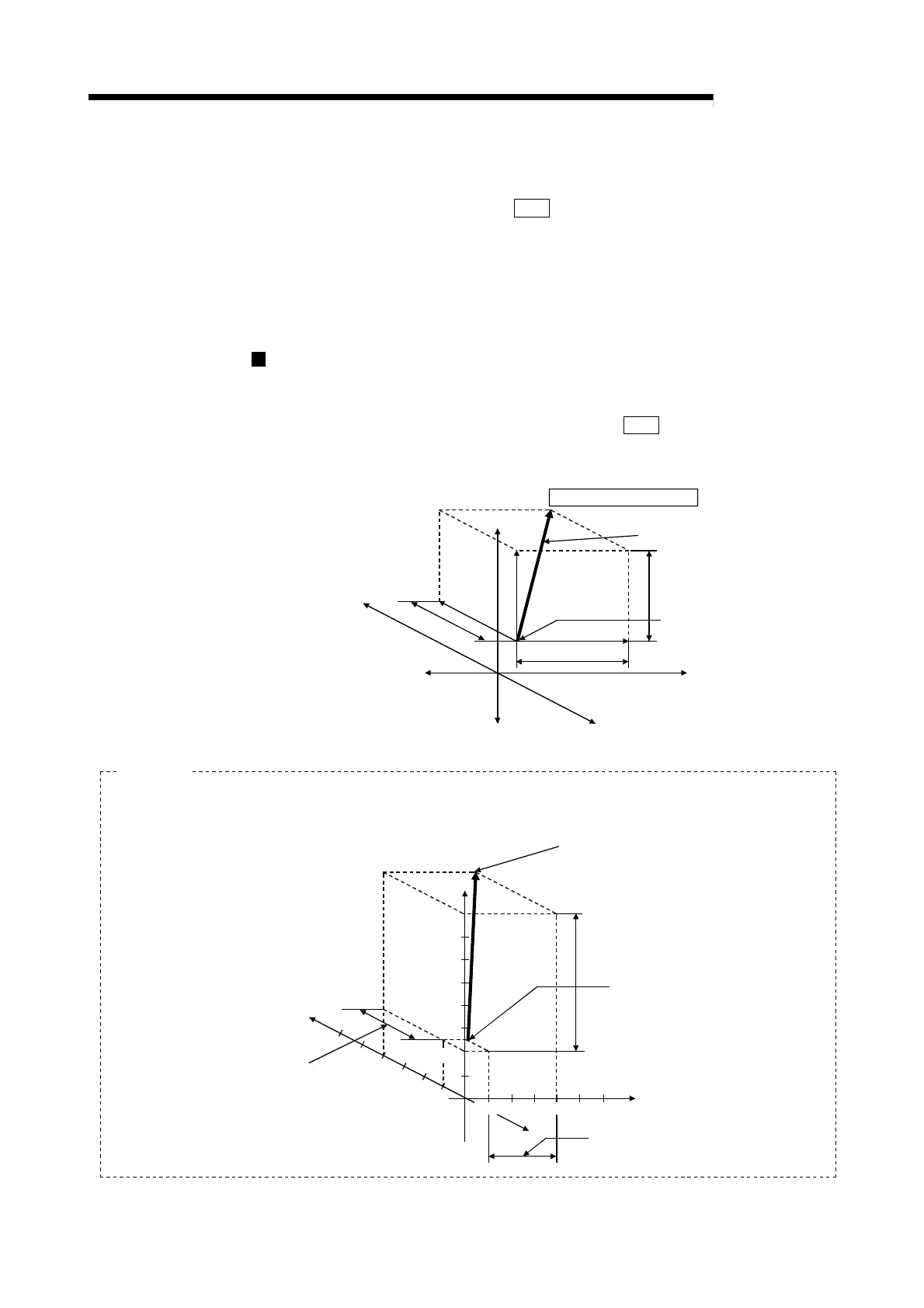
[1] 3-axis linear interpolation control (ABS linear 3)
Operation chart
In absolute system 3-axis linear interpolation control, 3 axes are used. Linear
interpolation positioning is carried out from the current stop position (start point
address) to the address (end point address) set in "
Da.6
Positioning
address/movement amount".
End point address (X
2
,Y
2,
Z
2
)
(Positioning address)
Movement by linear interpolation
of the X axis, Y axis and Z axis
Y axis movement amount
Start point address (X
1,Y1,Z1)
(Current stop position)
Forward direction (X axis)
Forward direction (Z axis)
Reverse direction
Forward direction
(Y axis)
X axis movement amount
Z
a
x
i
s
m
o
v
e
m
e
n
t
a
m
o
u
n
t
Reverse direction Reverse direction
End point address
(positioning address)
Axis 2 movement amount (8000-2000=6000)
Start point address
(current stop position)
Axis 1
Axis 3
Axis 2
8000
Axis 3 movement amount
(4000-1000=3000)
4000
2000
1000
1000
0
4000
Axis 1 movement amount
(4000-1000=3000)
Example
When the start point address (current stop positon) is (1000, 2000, 1000) and the end point address
(positioning address) is (4000, 8000, 4000), positioning is carried out as follows.
 Loading...
Loading...
