INSPECTION AND REPAIR OF BASIC ENGINE
6-6
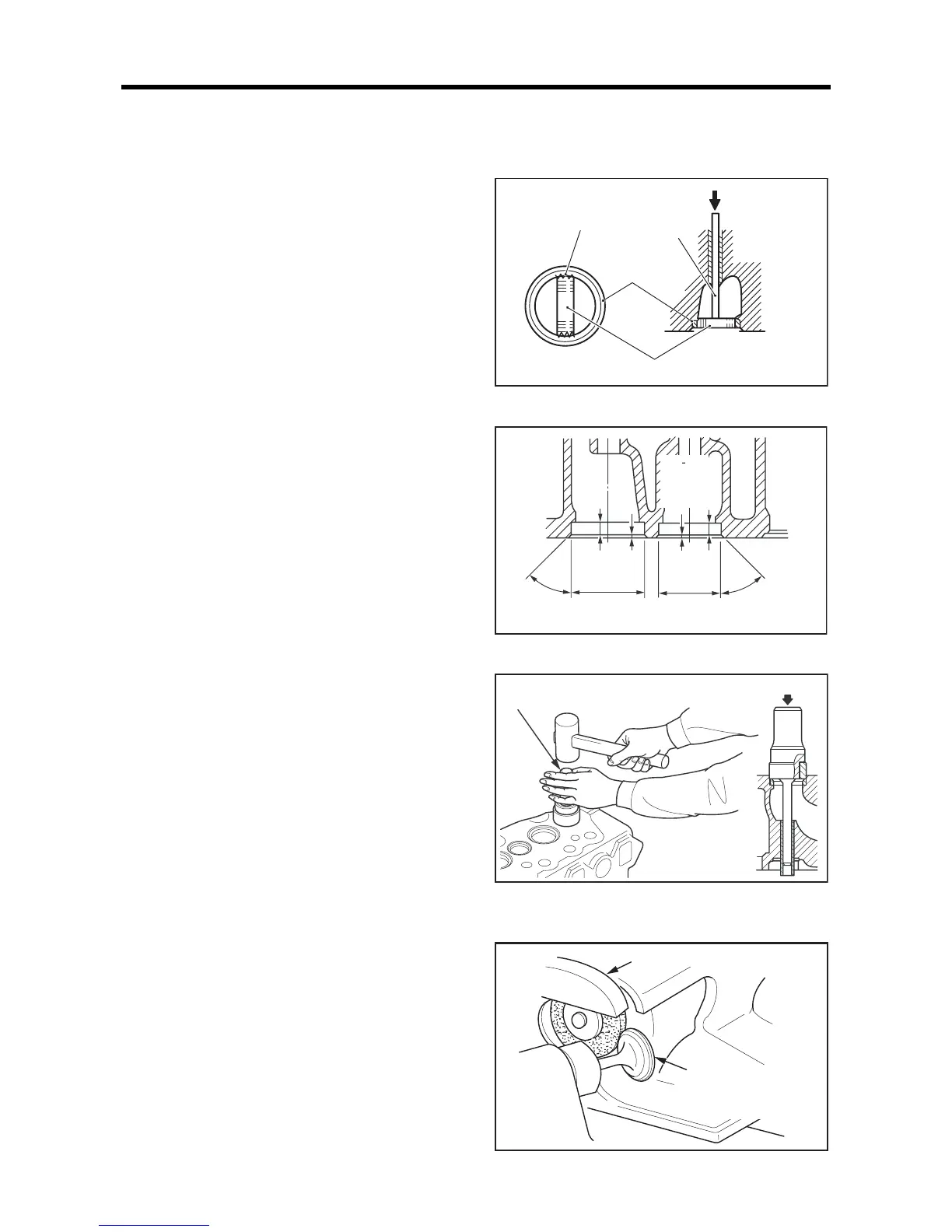
1.8 Replacing valve seat
(1)
To remove the valve seat, weld a stud to the valve seat
as illustrated. Then, insert a rod into the valve guide
hole from the top of the cylinder head, and press out the
valve seat with the rod.
Note: Be careful not to allow spatters to adhere to the
machined surface of the cylinder head during
welding.
Removing valve seat using valve seat puller
(2) Before inserting a new valve seat, measure the cylinder
head bore diameter to make sure the interference meets
the specified value.
Valve seat fitting bore
(3) Cool the valve seat for four minutes or more in liquid
nitrogen (at approximately -170°C [-274°F]) before
fitting it into the cylinder head, while keeping the
cylinder head at room temperature. Or heat the cylinder
head to 80 to 100°C [176 to 212°F] and cool the valve
seat sufficiently in ether or alcohol mixed with dry ice
before fitting it into the hot cylinder head.
(4) Fit the cold valve seat into the cylinder head using a
insert caulking tool.
Driving in valve seat
1.9 Refacing valve face
If the valve face is significantly worn out, reface the valve
face using a valve refacer.
Note: (a) Grind the valve face using the valve refacer at the
specified angle.
(b) Secure the valve margin width equal to or greater
than the limit. If the dimensions after refacing
does not meet the specified values, replace the
valve with a new one.
Refacing valve face
Valve seat
Weld
Stud
Shaft
45°45°
Inlet Exhaust
Unit: mm [in.]
8.8 ± 0.1
[0.346 ± 0.0039]
2.8 ± 0.1
[0.110 ± 0.0039]
2.8 ± 0.1
[0.110 ± 0.0039]
ø41
+0.02
0
[1.61
+0.008
0
]
ø33
+0.02
0
[1.30
+0.008
0
]
8.8 ± 0.1
[0.346 ± 0.0039]
Insert caulking tool
(Inlet) P/N:30691-02700, (Exhaust) P/N:30691-02800
Set the valve face
angle at the specified
angle.
Valve refacer

 Loading...
Loading...