OPERATION
(15) Fit the correct sized contact tip and feed the wire through it, screw the contact tip into
the tip holder of the torch head and nip it up tightly.
(16) Fit the nozzle to the torch head.
(17) Select MIG on the front panel.
(18) Set the welding parameters using the control knobs.
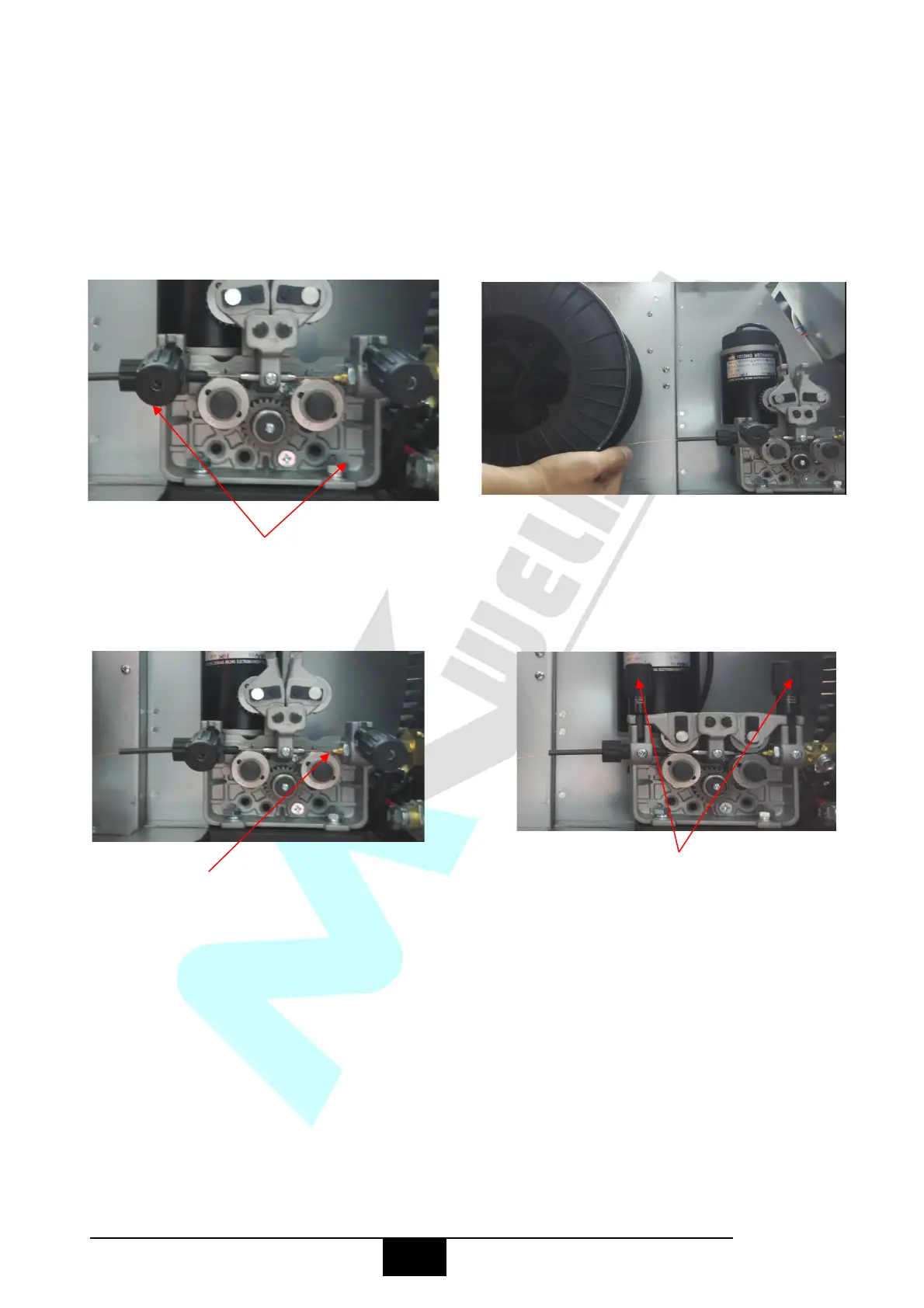
(7) Fit the correct sized Knurled Drive roller for (8) Place wire onto spool holder. Feed the
Gas Less Flux Cored wire. wire through the inlet guide tube on to the
drive roller.
(10) Feed wire over the drive roller into the outlet (11) Close down the top roller bracket
guide tube, Push the wire through approx 150mm. and clip the pressure arm into place.
Use a Knurled Drive Roller of the correct size
 Loading...
Loading...