15
I
deve essere effettuata la lubrificazione di tutte le altre parti
mobiliusandooliomultigradoabaseminerale.Perirequisitidi
lubrificazione,vedilaFig.7elatabella1dilubrificazione.
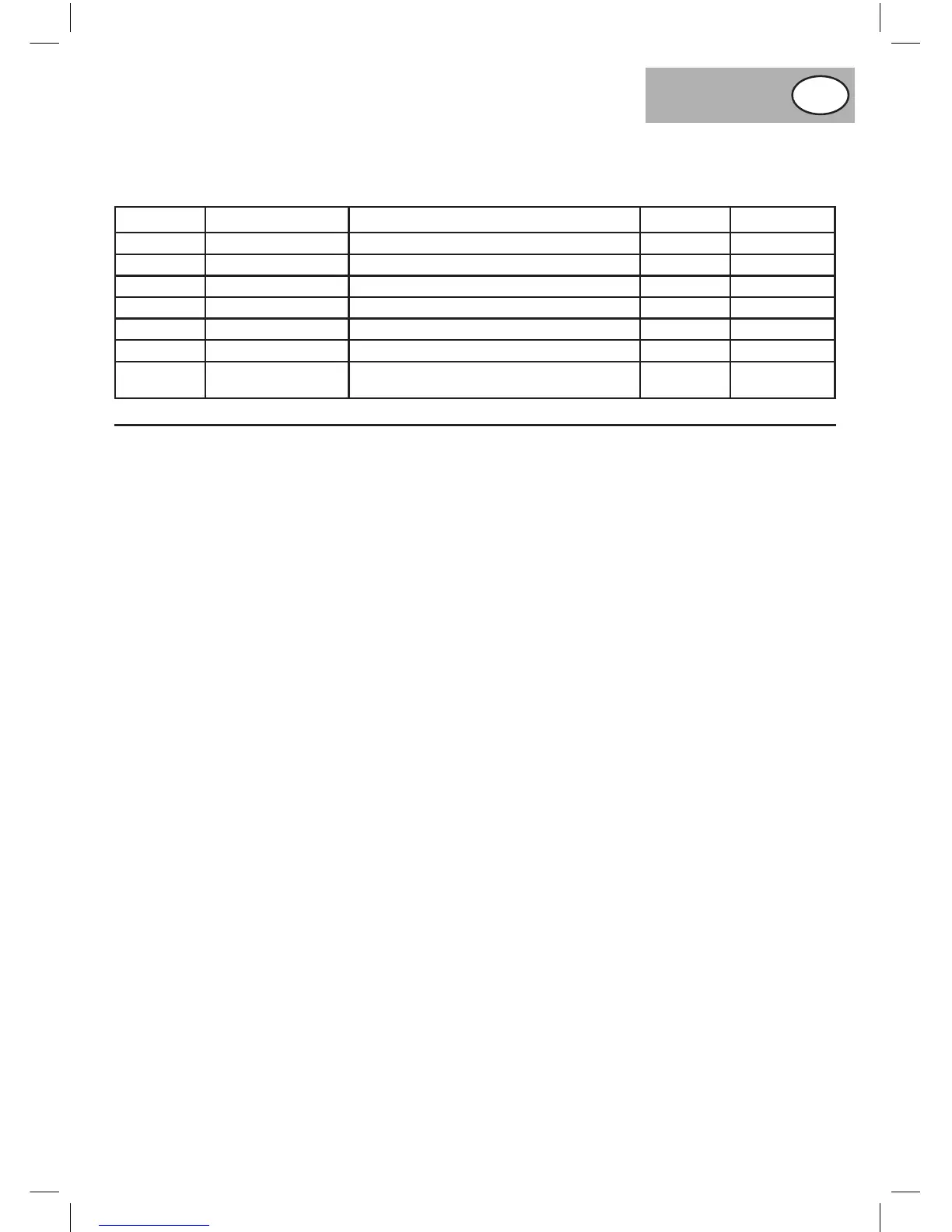
TABELLA 1
Riferimento Metodo Frequenza
7.1 Scatola ingranaggi Ingranaggi e cuscinetti Aspruzzo Ogni60giorni
7.2x4 Carrello Guide di scorrimento slitte longitudinali Latta d’olio Ogni giorno
7.3x3 Slitta composita Guide di scorrimento slitte e filetto vite operativa Latta d’olio Ogni giorno
7.4x2 Contropunta Filetto vite e cilindro Latta d’olio Ogni giorno
7.5x3 Madrevite Supporti testa e contropunta e filetto madrevite Latta d’olio Ogni giorno
7.6x2 Slitta trasversale Guide di scorrimento slitte e filetto vite operativa Latta d’olio Ogni giorno
7.7 Ingranaggi filettati Ingranaggi
Leggera
spruzzata
Ogni giorno
LUBRIFICAZIONE (PIC. 7)
ISTRUZIONI D’UTILIZZO
MONTAGGIO E SMONTAGGIO DEL MANDRINO
(FIG. 8)
Ilmandrinofornitoconlamacchinaèunmandrinoautocentrante
atregriffe.Ilmandrinoèfissatoalmenabridatramitetrevitia
brugola(Fig.8)(8.1).Proteggereilbancaledeltornioconuno
straccioounpezzodilegno.Datochelospazio fra laparte
posteriore del menabrida e la testa portautensile è limitato,
dovreteutilizzareunachiaveabrugolaribassata.Togliereletre
vitiabrugolaedestrarreilmandrino.Perrimontareilmandrino
ripeterelaproceduradismontaggioinordineinverso.
SOSTITUZIONE DELLE GRIFFE DEL MANDRINO
(FIG. 9)
Sono due i tipi di griffe da mandino che possono essere
utilizzate con il mandrino autocentrante a tre griffe per fare
presa esternamente sul pezzo in lavorazione o internamente
sui particolari cavi. Le griffe sono posizionate sul corpo del
mandrinotramiteunacavaaT(Fig.9)(9.1)esonoazionate
dauningranaggioaspirale(Fig.9)(9.2)chesicollocainun
certo numero di scanalature ricavate sulla parte posteriore di
ciascunagriffa (Fig. 9) (9.3).Facendo girare la chiavetta del
mandrino, l’ingranaggio a spirale ruota aprendo o chiudendo
legriffe.Quandosicambianolegriffe,èimportantecheesse
venganotoltenell’ordinecorretto.Ciascunagriffaèidentificata
da un numero stampato sulla sua superficie, che corrisponde ai
numeri stampati sulla scanalatura di posizionamento della griffa
sulcorpodelmandrino(Fig.9)(9.4).Quandositolgonolegriffe,
essedevonoesseresmontatenellasequenza(3-2-1).Quandosi
montano le griffe, esse devono essere inserite in ordine inverso
(1-2-3).Unavoltamontatelegriffe,serrarlecompletamentee
verificarechesianostateposizionatetuttecorrettamente.Sele
superfici di presa non combaciano, smontare le griffe e ripetere
laprocedura.
SLITTA COMPOSITA (FIG. 10)
La slitta composita può essere regolata per consentire la
tornitura di superfici angolari e per permettere il posizionamento
correttodell’utensileditorniturarispettoalpezzoinlavorazione.
Per impostare l’angolazione prevista, allentare i due dadi di
fissaggio (Fig. 10) (10.1), impostare l’angolazione prevista
usandolascalagraduata(Fig.10)(10.2)eserrarenuovamente
iduedadi.
PORTAUTENSILE (FIG. 11)
Ilportautensileèmontatoaldi sopradellaslittacompositae
puòalloggiarefinoaquattrodiversiutensiliditornitura(Fig.11)
(11.1).Ilportautensilepuòessereruotatoebloccatoinqualsiasi
posizione per passare ad un diverso utensile di tornitura e per
consentire il posizionamento corretto dell’utensile di tornitura
rispetto al pezzo in lavorazione utilizzando la leva di bloccaggio
ubicataaldisopradelportautensile(Fig.11)(11.2).
FUNZIONAMENTO DELLA MADREVITE (FIG. 12)
Lamadrevite(Fig.12)(12.1)svolgeduefunzioni.Innanzitutto,
vieneutilizzataperlatornituradeifiletti.Quandoilgruppo di
ingranaggi per la filettatura viene impostato su una determinata
misura del filetto, l’innesto della madrevite, tramite la
leva di innesto della madrevite (Fig. 12) (12.2), consente
all’avanzamento longitudinale di operare automaticamente alla
velocitàditagliocorrettaperlafilettaturaprevista.
Nota: La madrevite necessita di disinnesto manuale al termine
diognipassaggioditagliodellafilettatura.
La seconda funzione è quella di garantire l’azionamento
longitudinale automatico del carrello quando si esegue la
torniturainparallelo.Lavelocitàdellacorsaverràdeterminata
dall’impostazione del gruppo di ingranaggi di taglio e dalla
velocitàdirotazionedelmandrinoprincipale.
CONTROPUNTA (FIG. 13)
La contropunta viene utilizzata per sostenere i pezzi in
lavorazionelunghiosottili,ilmandrinoèstatoricavatoconuna
conicitàinternaMorseepuòalloggiareuncertonumeroditipi
diversi di punte per conicità Morse, mandrini portapunta ed altri
 Loading...
Loading...