65
RUS
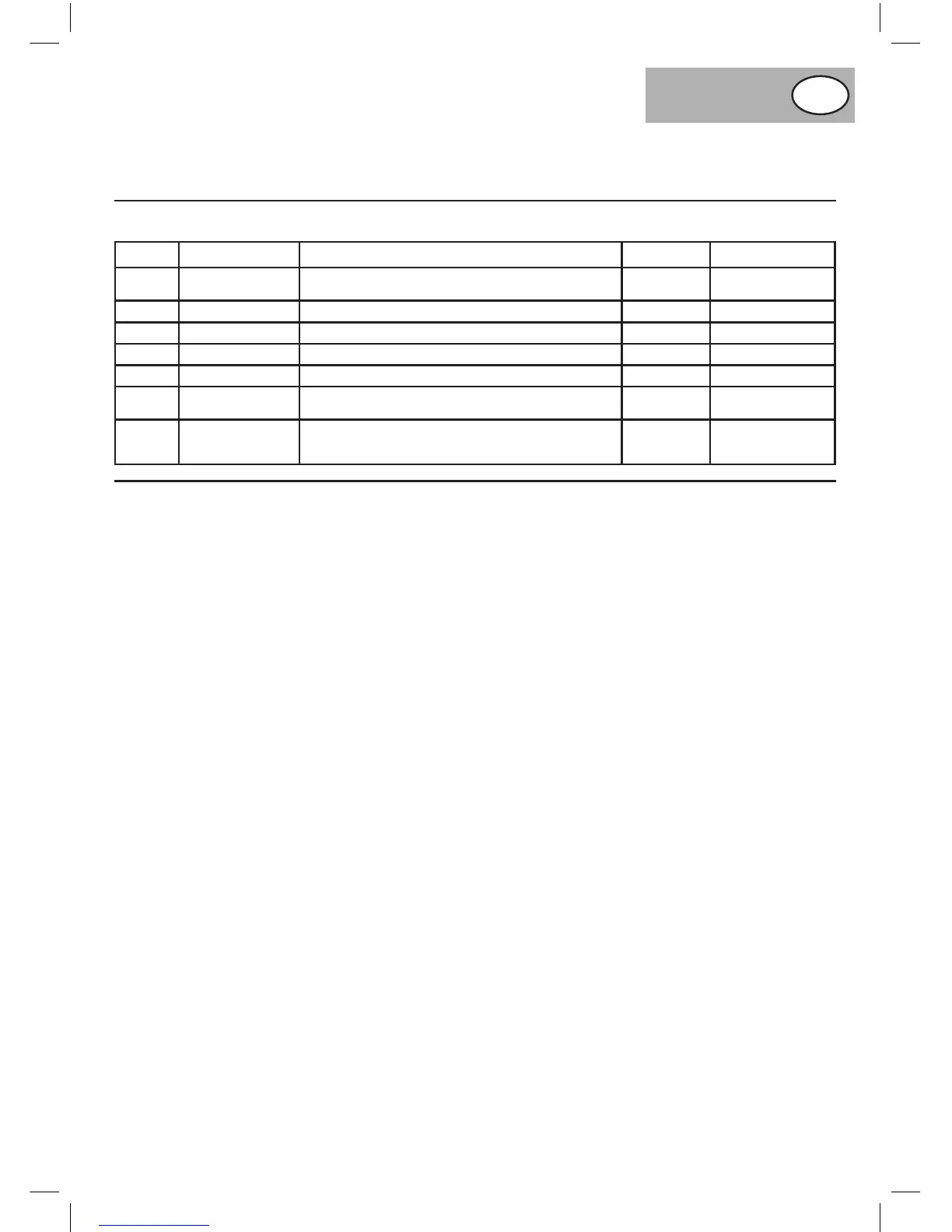
По окончании тестирования необходимо смазать все
подвижныечастиуниверсальнымминеральныммаслом.
Рекомендованныесмазочныесредствауказанывтаблице
1наРис.7.
7.1
Коробказубчатой
передачи
Зубчатыеколесаиподшипники Распыление 1развдвамесяца
7.2x4 Каретка Продольныенаправляющиесалазок Масленка Каждыйдень
7.3x3 Салазки Направляющиесалазокирезьбарабочеговинта Масленка Каждыйдень
7.4x2 Задняябабка Резьбовойвинтицилиндр Масленка Каждыйдень
7.5x3 Ходоваягайка Опораголовки,задняябабка,резьбаходовойгайки Масленка Каждыйдень
7.6x2
Поперечные
салазки
Направляющиесалазокирезьбарабочеговинта Масленка Каждыйдень
7.7 Зубчатыеколеса Зубчатыеколеса
Распыление
тонким
слоем
Каждыйдень
Машина оснащена самоцентрирующимся шпинделем
с тремя зажимами. Шпиндель устанавливается на
подводковый патрон при помощи трех винтов (Рис. 8)
(8.1). Накройте поверхность токарной машины тканью
или деревянной панелью. Так как расстояние между
заднейчастьюподводковогопатронаиголовкойустановки
инструмента ограничено, используйте ключ с опущенной
головкой.Открутитетривинта идемонтируйтешпиндель.
Монтажшпинделяосуществляетсявобратномпорядке.
Существует два вида зажимов, которые используются в
самоцентрирующихся шпинделях для захвата заготовки.
Зажимырасположенынакорпусешпинделявпазахформы
T(Рис.9)(9.1)иуправляютсяспиральнымзубчатымколесом
(Рис.9)(9.2,котороеобъединяетопределенноеколичество
пазовзазаднейчастикаждогозажима(Рис.9)(9.3).Если
повернутьшпонкушпинделя,спиральноезубчатоеколесо
такжепроворачивается,открываяизакрываязажимы.При
замене зажимов необходимо соблюдать определенный
порядок демонтирования зажимов. Каждый зажим имеет
идентификационный номер на поверхности, который
соответствуетномерупазарасположениязажиманакорпусе
шпинделя(Рис.9)(9.4).Демонтируязажимы, необходимо
соблюдать последовательность (3-2-1). При монтаже
зажимов соблюдайте обратную последовательность (1-
2-3). После установкизажимов закрепитеих и проверьте,
правильнолиустановленывседемонтированныеэлементы.
Если поверхности захвата не пересекаются, необходимо
демонтироватьзажимыиповторитьпроцедуру.
Составныесалазкирегулируютсядлятокарнойобработки
угловых поверхностей и для точного расположения
инструмента по отношению к обрабатываемой заготовке.
Дляустановкиопределенногоуглаослабьтеобекрепежные
гайки (Рис. 10) (10.1), установите угол при помощи
специальнойшкалы(Рис.10)(10.2)изажмитеобегайки.
Кронштейн крепления инструмента установлен над
составной направляющей и используется для крепления
четырех видов токарного инструмента (Рис. 11) (11.1).
Кронштейн проворачивается и блокируется в любом
положении для прохода токарного инструмента и для
установки корректного положения инструмента по
отношениюкзаготовкеприпомощиблокирующегорычага,
расположенногонадкронштейном(Рис.11)(11.2).
Ходоваягайка(Рис.12)(12.1)выполняетдвефункции.Прежде
всего,ходоваягайкаиспользуетсядлятокарнойобработки
резьбовыхдеталей.Когдазубчатыеколесаустанавливаются
для нанесения резьбы определенного размера, ходовая
гайкаподключаетсяприпомощиспециальногорычага(Рис.
12)(12.2),согласуетсяспродольнымпроходомивыполняет
обработкуавтоматическиназаданнойскорости.
Примечание: Ходовая гайка отключается вручную после
каждогопрохода.
Второй функциейходовойгайки являетсяавтоматическое
продольноеперемещениекореткивовремяпараллельной
токарной обработки. Скорость определяется зубчатой
передачейискоростьювращенияосновногошпинделя.
Задняябабкаобеспечиваетопоруприобработкедлинных
или хрупких заготовок, шпиндель оснащен конусным
зажимом для установки различных сверл и насадок с