OPTIMUM
MASCHINEN - GERMANY
Version 3.1.8 dated 2015-1-27Page 34 Original operating instructions
BF20VUS
Start of work,
after every
maintenance or
repair work
Dovetail guides
Oiling
Lubricate all slideways.
Every week
Cross table
Oiling
Oil all bare steel surfaces. Use an acid-free oil, e.g.
engine oil.
As required
Spindle nuts
Readjusting
An extended clearance in the spindles of the cross table can be
reduced by readjusting the spindle nuts. Refer to spindle nuts posi-
tion 66 and 71
The spindle nuts are readjusted by reducing the flank of screw
thread of the spindle nut with an adjusting screw. After readjusting a
smooth running move over the entire tool path is assured, the wear
by friction between spindle nut /spindle is reduced considerably.
As required
V-ledges
Readjusting
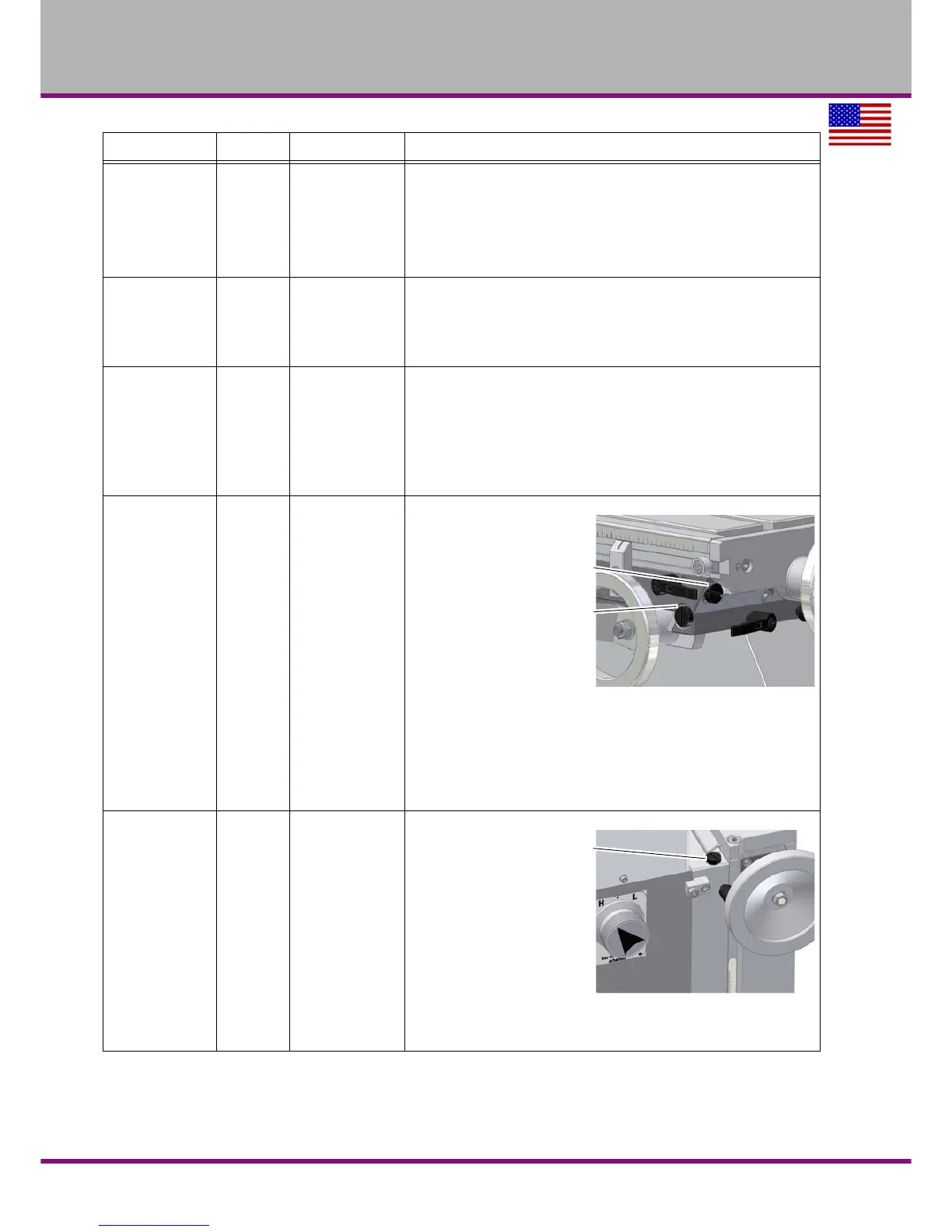
X and Y axis
Fig.5-1: Cross table
Turn the take-up screw of the corresponding V-ledge
clockwise. The taper gib continues ntinued to push in and
reduced by it the gap in the guide way.
Check the settings. The corresponding guideway must be
more easily moveable but ensure a stable guiding.
As required
V-ledges
Readjusting
Z axis
Fig.5-2: Milling head
Proceed as described under "Readjusting X and Y axis".
Interval Where? What? How?