OPTIMUM
MASCHINEN - GERMANY
Assembly
30 / 11 / 2007 Page 15Assembly Add-on kit D240/D280 ; Version 1.3.3
© 2007
GB
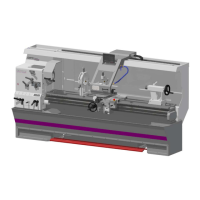
£ Drill about 15 mm deep into the
spindle with a 5.8 mm drill.
£ Deburr the hole with countersink.
£ Remove the dirt from the hole with
compressed air.
Illustr.: 4-18: Hole in the spindle
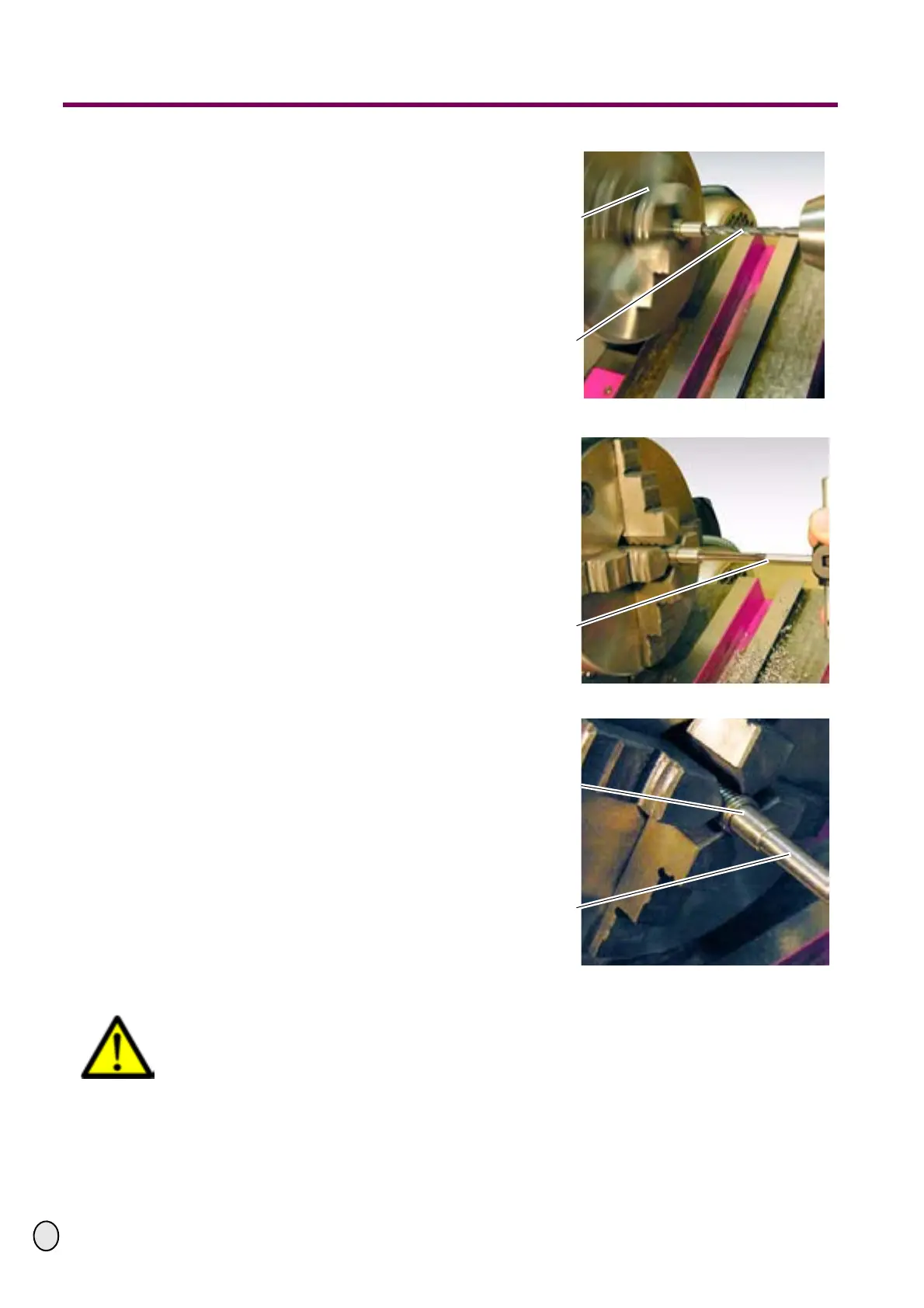
£ Ream the hole in the spindle with a
reamer 6 H7. Use oil as lubricant.
£ When reaming, make sure that the
reamer is being held at right angles.
£ Remove the chips from the reamed
hole with compressed air.
Illustr.: 4-19: Reaming of 6H7
£ Check if the longer relief of the shaft
elongation (part 11) fits into the
reamed hole 6 H7.
Illustr.: 4-20: Check shaft relief
CAUTION!
Disconnect the machine in order that there is zero potential.
Lathe chuck
Drill 5,8 mm
Reamer 6 H7
Spindle X axis
Shaft elongation