- 19 - PATON ProTIG AC/DC TIG/MMA
4. After 3 seconds, the arc goes out.
5. After the arc goes out, there is a postflow time of 2 sec.
The process is finished. To start the process again, press the button on the torch.
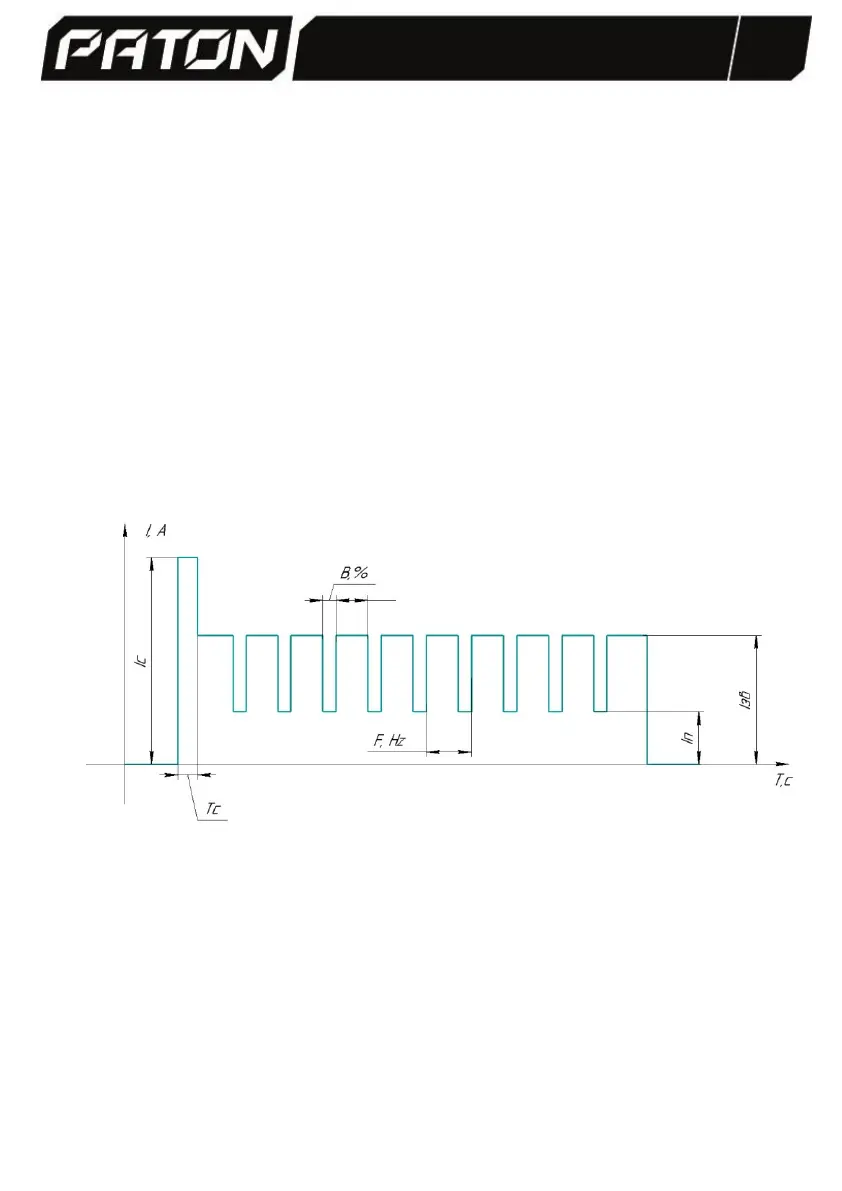
Coated electrode MMA welding mode
Identification marks: Is – hot start current;
Ts – hot start time;
Izv – basic welding current;
В – pulse polarity balance;
F – pulse frequency;
Ip – lower pulse welding current.
Typical ММА+pulse operating cyclogram
Example of using the pulse mode:
Turn the machine on, switch to the TIG DC welding mode, set the basic
parameters as follow:
1. "MAIN CURRENT" – main welding current, 100 A.
2. "PULSE BALANCE" – pulse shape balance, 50 %.
3. "PULSE FREQUENCY" – pulse frequency, 50 Hz.
4. "LOW CURRENT" – lower current (pulse mode), 50 A.
5. "ANTISTICK" – ON.
 Loading...
Loading...






