The function can be used to check the trail and code before you start the real cutting process, or can also be used when the process needs through the
gun. Press the red “STOP” key to stop the null cutting process if you want.
BACKWARD
During the running process, if you want to go backward
according to the origin trail to (maybe the iron board was
not cut through), you can follow the following direction:
• First, press “STOP” key to set the machine at pause status.
• In the automatic function interface, press key [F3] (Back)
to make the machine go backward along with the original
trail. When the torch reaches the position you need, press
“STOP” key to stop it. You may press key [F2] to go forward
if the machine just went back too much.
Notice: Go backward or forward function can be used
repeatedly to make the machine reach an ideal position.
• When the torch reaches the position you need, press
“START” key again, if the current cutting code is G01, G02
or G03, system will automatically perforate before
performing these procedures, and then continue the
current program, if the current row is not G01, G02 or
G03, the system will directly continue the current line
program.
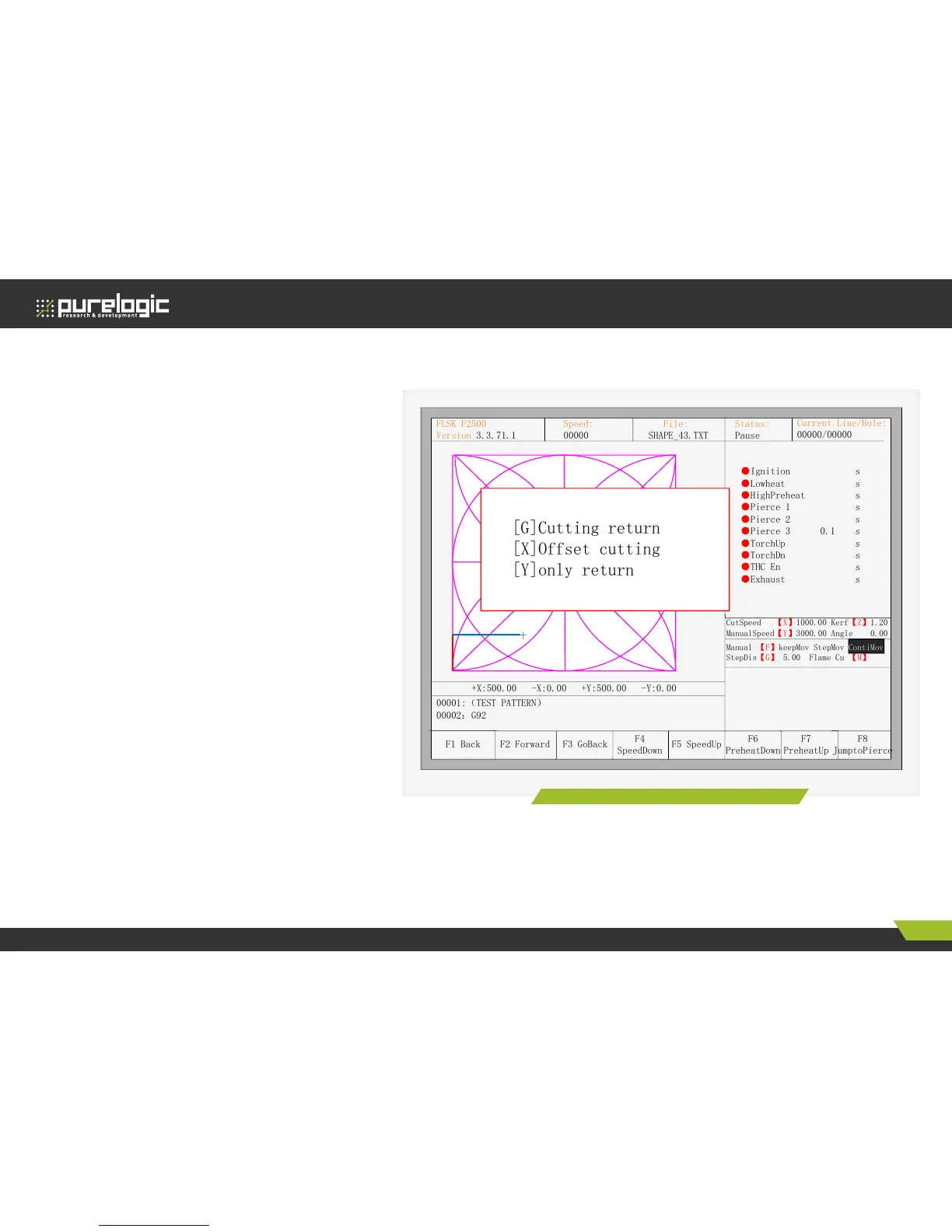
EDGE CUTTING / OFFSET CUTTING / RETURN
When the torch is not on the actual path of the
current work piece, it will prompt as follows.
There are two reasons led to this situation:
1) When the common parameter «edge perforation»
selects «Yes» and the next processing line G-code is M07,
the system will be automatically suspended. At this time, the torch can be manually moved to any edge of the plate, press the «start» button, the system
will prompt as above.
2) When the processing is paused, due to mechanical failure or other reasons, it needs to move the torch out of the actual path of the workpiece, the
above prompt will appear. move the torch out of the actual path of the workpiece, the above prompt will appear.
• If press [G], the system cutting returns back to the paused point, continue to cut it. This feature is particularly useful for thick steel plate, it can reduce
F1 Back F2 Forward F3 GoBack
F4
SpeedDown
F5 SpeedUp
F6
PreheatDown
F7
PreheatUp
F8
JumptoPierce
FLSK F2500
Version 3.3.71.1
Speed:
00000
File:
SHAPE_43.TXT
Status:
Pause
Current Line/Hole:
00000/00000
+X:500.00 -X:0.00 +Y:500.00 -Y:0.00
00001:(TEST PATTERN)
00002:G92
●Ignition s
●Lowheat s
●HighPreheat s
●Pierce 1 s
●Pierce 2 s
●Pierce 3 0.1 s
●TorchUp s
●TorchDn s
●THC En s
●Exhaust s
Manual 【F】keepMov StepMov ContiMov
StepDis【G】 5.00 Flame Cu 【M】
CutSpeed 【X】1000.00 Kerf【Z】1.20
ManualSpeed【Y】3000.00 Angle 0.00
[G]Cutting return
[X]Offset cutting
[Y]only return
F1 Back F2 Forward F3 GoBack
F4
SpeedDown
F5 SpeedUp
F6
PreheatDown
F7
PreheatUp
F8
JumptoPierce
FLSK F2500
Version 3.3.71.1
Speed:
00000
File:
SHAPE_43.TXT
Status:
Pause
Current Line/Hole:
00000/00000
+X:500.00 -X:0.00 +Y:500.00 -Y:0.00
00001:(TEST PATTERN)
00002:G92
●Ignition s
●Lowheat s
●HighPreheat s
●Pierce 1 s
●Pierce 2 s
●Pierce 3 0.1 s
●TorchUp s
●TorchDn s
●THC En s
●Exhaust s
Manual 【F】keepMov StepMov ContiMov
StepDis【G】 5.00 Flame Cu 【M】
CutSpeed 【X】1000.00 Kerf【Z】1.20
ManualSpeed【Y】3000.00 Angle 0.00
[G]Cutting return
[X]Offset cutting
[Y]only return
 Loading...
Loading...