Page 9 of 28
3.3 Plastic Care: Dry vs Wet - Clean vs Dirty
Similar to filament, you want to make sure your plastic is dry and kept clean prior to use. All plastic is inherently
“hygroscopic”, meaning it readily absorbs moisture from the air into its molecular structure. This moisture is your
enemy when it comes to extrusion! Extruding with wet plastic will cause the moisture to be vaporized during
extrusion, causing bubbles in the output and vastly changing the extrusion properties. In most cases this will prevent
you from achieving high quality consistent filament.
Extruding wet plastic will likely produce unusable filament! Depending on the grade, the plastic may absorb
moisture from the air very quickly. Thus it is very important to follow a strict regimen of properly drying, and
managing your dried plastic before extrusion.
The drying process is simple and may be done using an oven, toaster oven, or food dehydrator. If using an oven or
toaster oven the moist air must be removed for proper drying. Plastic manufacturers will give specific
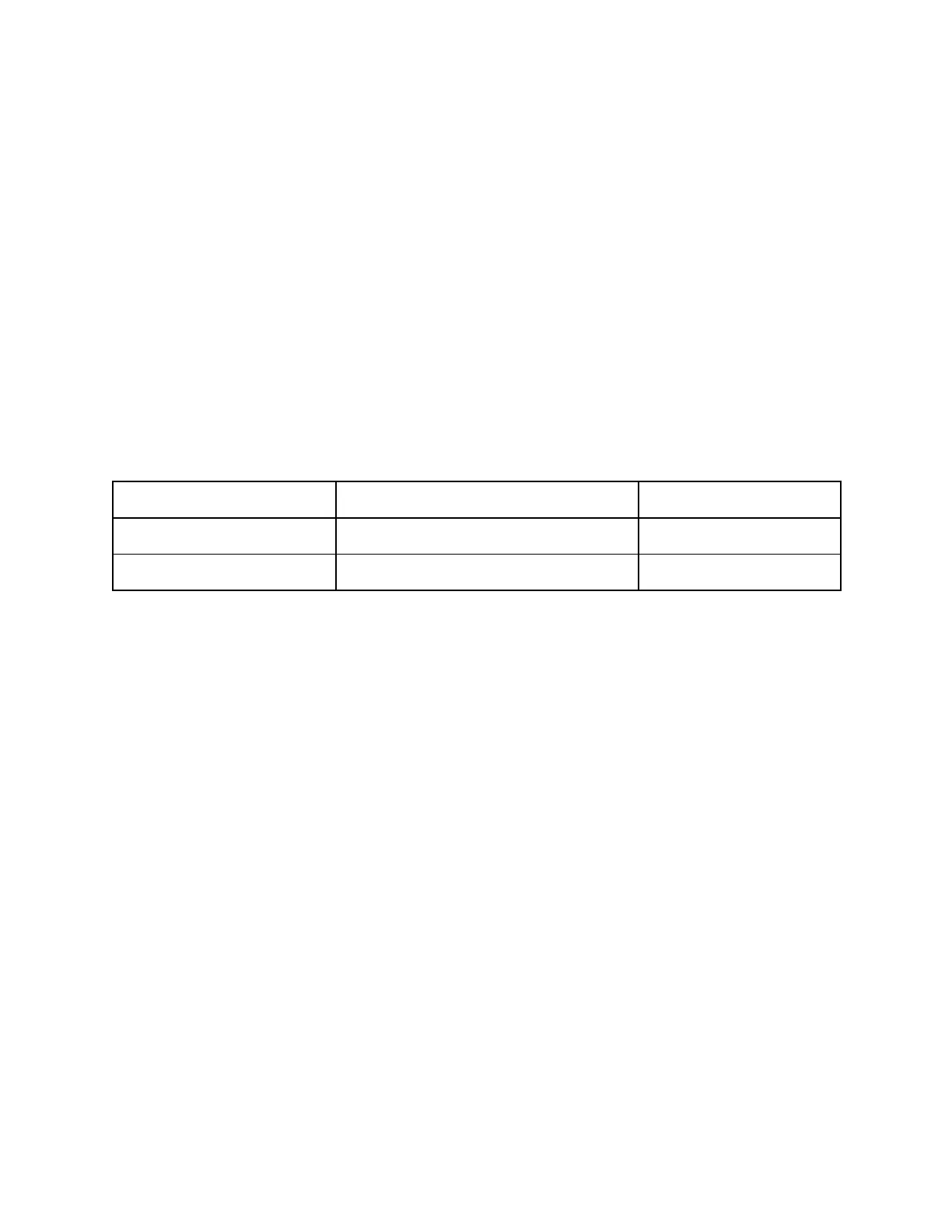
recommendations on drying temperatures and times. Temperatures and times used for ABS and PLA are shown in
Table 1.
Table 1 below shows the Drying Guide for ReDeTec Supported Plastics.
Make sure your drying system is already preheated before starting the timer for the drying times stated in Table 1.
Note, ReDeTec currently supports PLA and ABS. If you have a specific plastic type and grade that you would like us
to focus on next, please do not hesitate to reach out to us with requests.
After drying, plastic must immediately be stored in an air-tight container or bag with desiccants until extrusion,
otherwise it will quickly reabsorb moisture from the air again.
All pellets purchased from ReDeTec inc. come pre-dried with desiccants in a sealed bag. This ensures that the plastic
is dry and ready to extrude right away. However, while exposed to air the plastic will be absorbing moisture, and if
left out for too long will need to be re-dried. Absorption rate is fully dependent on the ambient humidity, so you can
slow this process by operating in a dry environment.
Ground plastic parts on the other hand, will have had plenty of time exposed to the environment, and must always
be dried for best results. Best practice is to collect sorted, ground bits in a bag or container until you have enough
to dry and extrude a full batch.
Just as your extruder should be kept clean of contaminants prior to and during operation, the same applies to the
plastic itself. We take special care to avoid contaminants entering the plastic supply. If dirt or a higher melting
temperature plastic makes its way into the plastic you are extruding, you may encounter inconsistencies in the melt
output and/or irregularities in the consistency of your filament diameter. Clean-dry plastic will yield a smooth and
consistent output if all other conditions are correct as well.