5.Reference of Welding Standard(DVS2207-1-1995)
5.1 Because of difference in welding standard and PE material, the time and pressure vary in
different phases of welding. It suggests that the actual welding parameters should be offered
by pipes and fittings’ manufacturers.
5.2 Reference standard DVS2207-1-1995
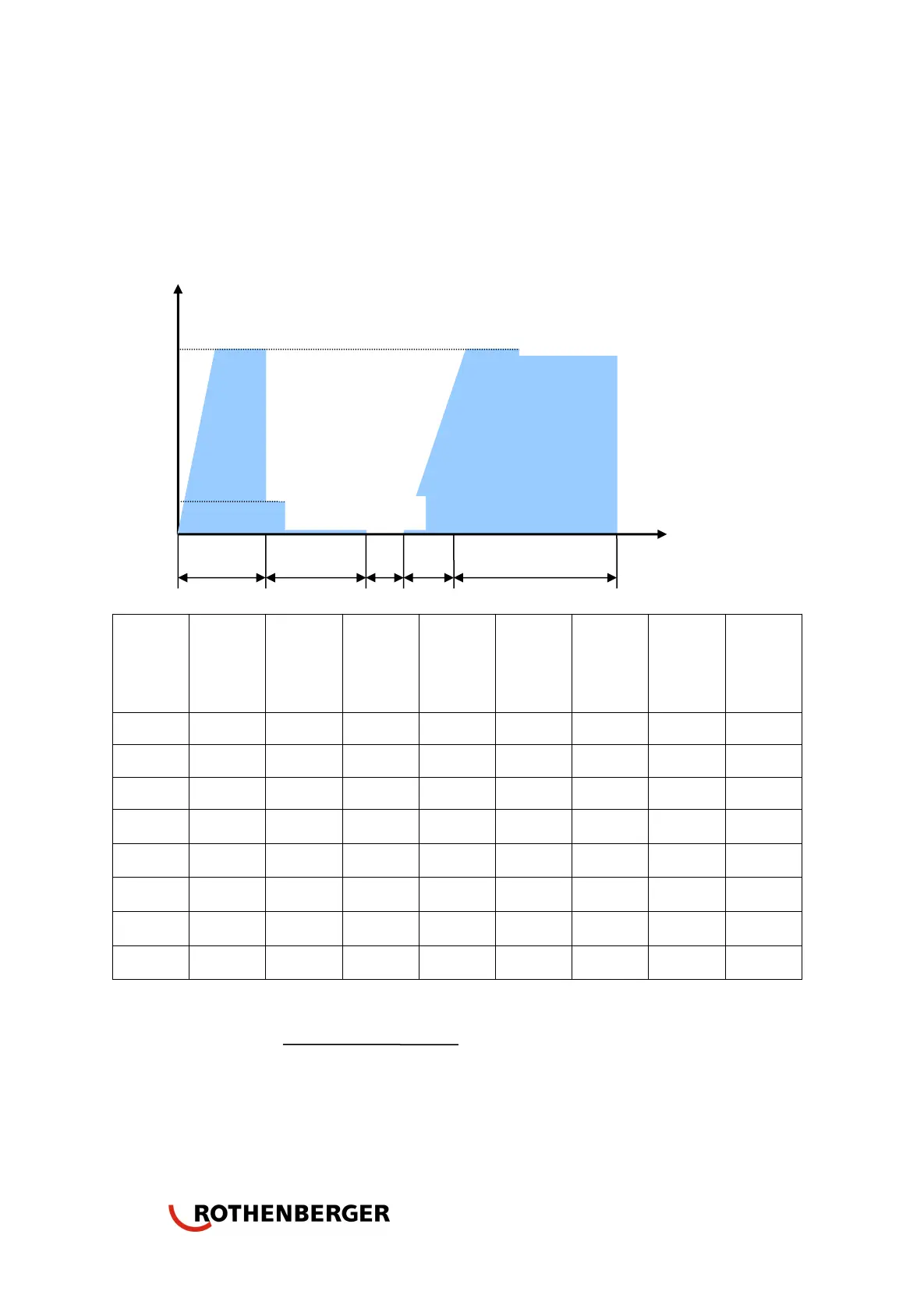
(Bead build-up pressure )Welding pressure =(P1)P3+Drag pressure
Section of welding pipe ends
welding pressure = × 0.15 + Drag pressure(MPa)
Total section of cylinders
Note:The drag pressure is not more than 50% of the welding pressure.
Bead
build-up
pressure
(
MPa
)
Pressure
build -up
time
t
4
(
sec
)
Section of welding pipe ends =
3.14 ×(Pipe diameter - Wall thickness)× Wall thickness