36
Cutting/aring the pipes
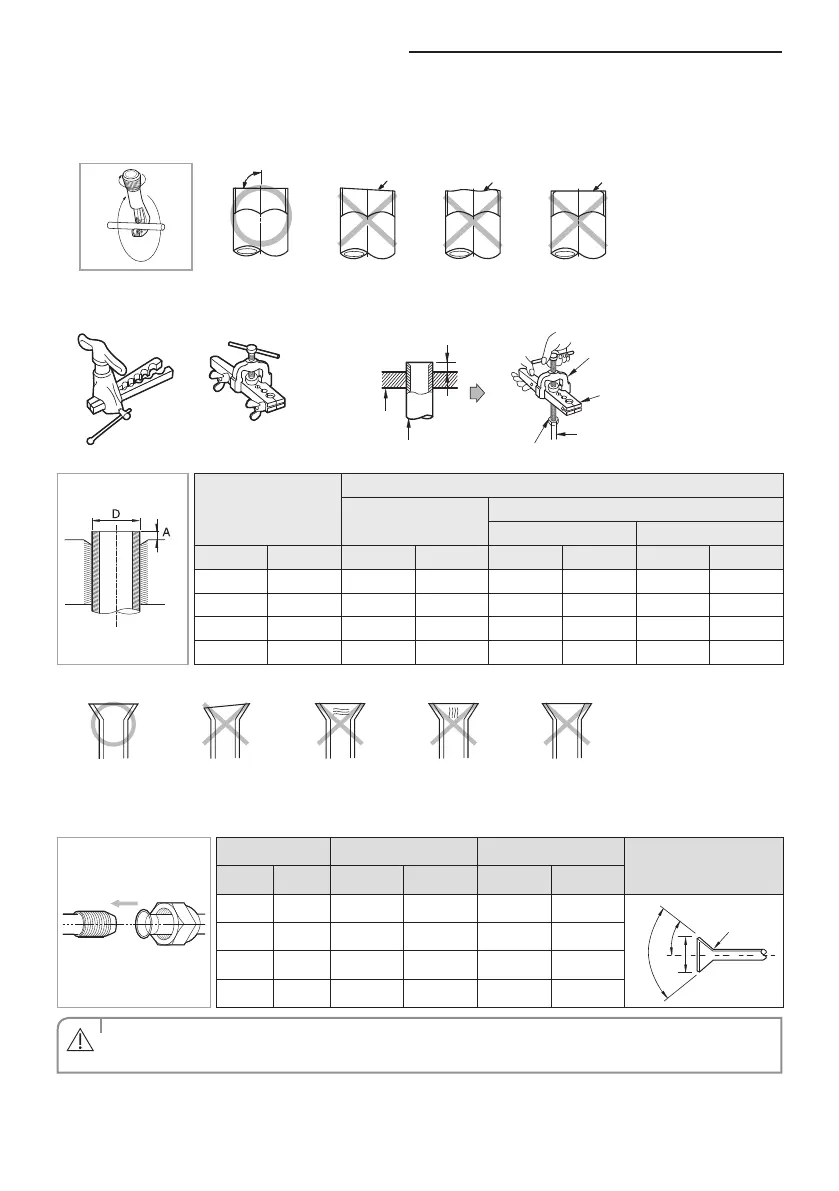
1. Make sure that you have the following required tools: pipe cutter, reamer, flaring tool and pipe holder.
2. If you want to shorten the pipe, cut it using a pipe cutter ensuring that the cut edge remains at 90° with the side of
the pipe. Below are some examples of correctly and incorrectly cut pipes.
Oblique
90°
Rough
Burr
3. To prevent a refrigerant leak, remove all burrs on the cut edge of the pipe using a reamer or deburring tool.
4. Carry out flaring work using flaring tool as shown below.
Flaring tool
Clutch type Wing nut type
A
Die
Copper pipe
Yoke
Die
Copper pipe
Flare nut
Outer diameter (D)
Depth of aring part (A)
Using aring tool for
R-410A
Using conventional aring tool
Clutch type Wing nut type
mm inch mm inch mm inch mm inch
6.35 1/4 0~0.5 0~0.02 1.0~1.5 0.04~0.06 1.5~2.0 0.06~0.08
9.52 3/8 0~0.5 0~0.02 1.0~1.5 0.04~0.06 1.5~2.0 0.06~0.08
12.70 1/2 0~0.5 0~0.02 1.0~1.5 0.04~0.06 1.5~2.0 0.06~0.08
15.88 5/8 0~0.5 0~0.02 1.0~1.5 0.04~0.06 1.5~2.0 0.06~0.08
5. Check if you flared the pipe correctly. Below are some examples of correctly and incorrectly flared pipes.
Correct Inclined Damaged Surface Cracked Uneven Thickness
6. Align the pipes and tighten the flare nuts first manually and then with a torque wrench, applying the following
torque.
Outer diameter Connection Torque Flare dimension
Flare shape [mm(inch)]
mm inch N·m Ibf·ft mm inch
6.35 1/4 14~18 10.3~13.3 8.7~9.1 0.34~0.36
90° ±2°
45°
±2°
R 0.4~0.8
(0.016~0.032)
9.52 3/8 34~42 25.1~31.0 12.8~13.2 0.50~0.52
12.70 1/2 49~61 36.1~45.0 16.2~16.6 0.64~0.65
15.88 5/8 68~82 50.2~60.5 19.3~19.7 0.76~0.78
• If you must braze the pipes, Nitrogen gas blowing is mandatory to prevent accumulation of debris.
CAUTION