www.scheppach.com / service@scheppach.com / +(49)-08223-4002-99 / +(49)-08223-4002-58
GB
|
27
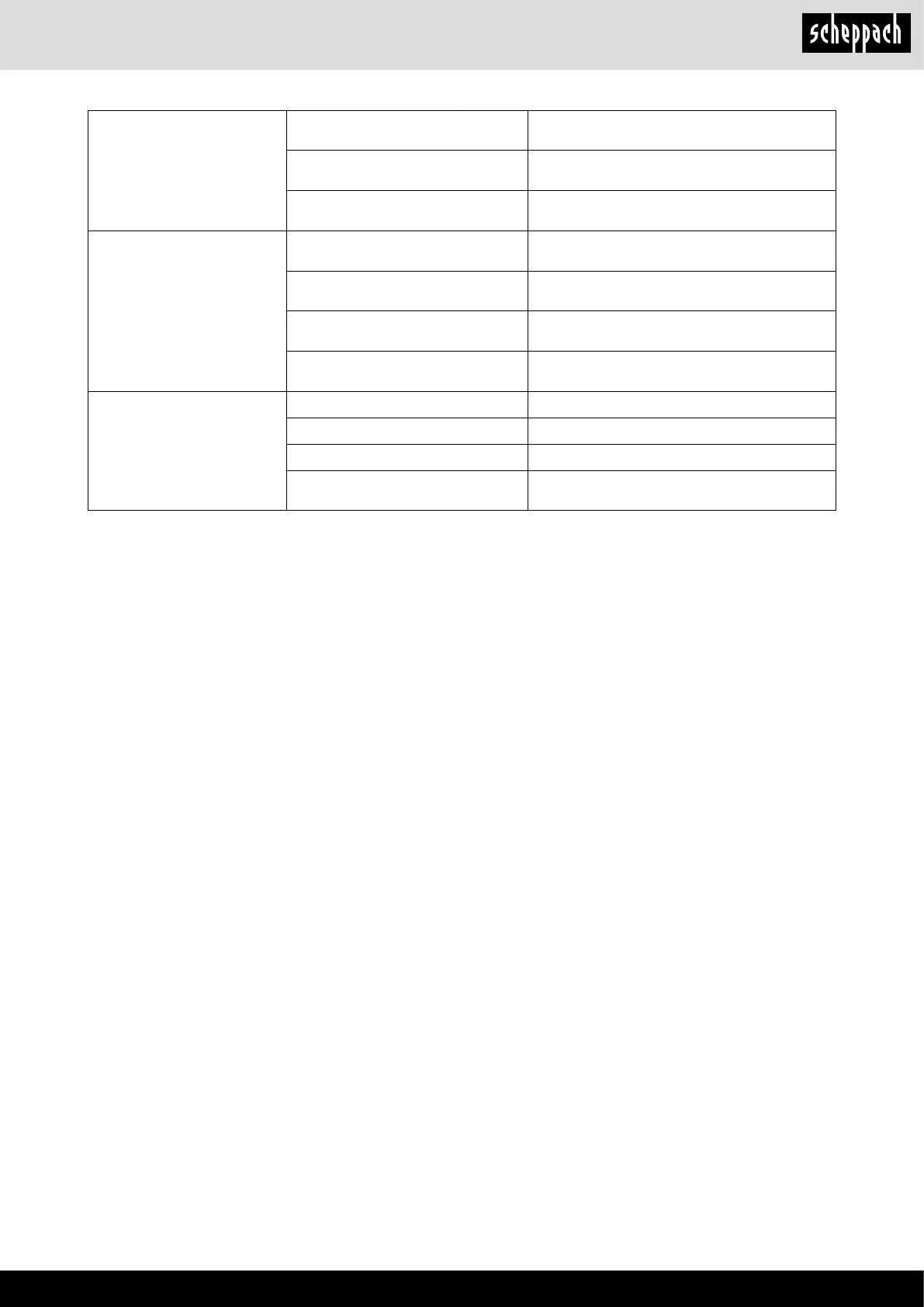
Slag formation on interfaces?
Tool/material creates heat.
Allow the material to cool down and then contin-
ue cutting
Cutting speed too low or current too
high.
Increase the speed and/or reduce the current un-
til the slag has been reduced to a minimum.
Plasma burner component parts are
worn
Check and replace worn parts.
Arc stops during cutting?
Cutting speed too low.
Increase the cutting speed until the problem no
longer exists.
Plasma burner is held too high and
too far away from the material.
Lower the plasma burner to the recommended
height.
Plasma burner component parts are
worn
Check and replace worn parts.
Workpiece no longer connected to
the grounding cable.
Check the connections.
Cutting speed too fast. Slow down the working speed
Burner sleeve is not straight
Metal is too thick. Several cycles necessary.
Plasma burner component parts are
worn
Check and replace worn parts.