4.0 PRESENTACIÓN DE LA MÁQUINA
Estos generadores tipo inverter por corriente constante pueden
efectuar perfectamente los procedimientos de soldadura:
- MMA (véase 9.1);
- TIG (con riducciòn de la corriente en corto circuito, véase 9.2)
En las soldadoras a inverter, la corriente de salida es insensible
a las variaciones de la tensión de alimentación y de la longitud
del arco, y es perfectamente nivelada, suministrando la mejor
calidad en la soldadura.
El generador cuenta con:
- una toma positiva (+) y una negativa (-),
- un tablero delantero,
- un cuadro de mandos trasero.
Los modelos Genesis 282-352 TLE además cuentan con:
- una toma para la conexión de los hilos del botón de la pistola
- una toma para la conexión del gas de la pistola.
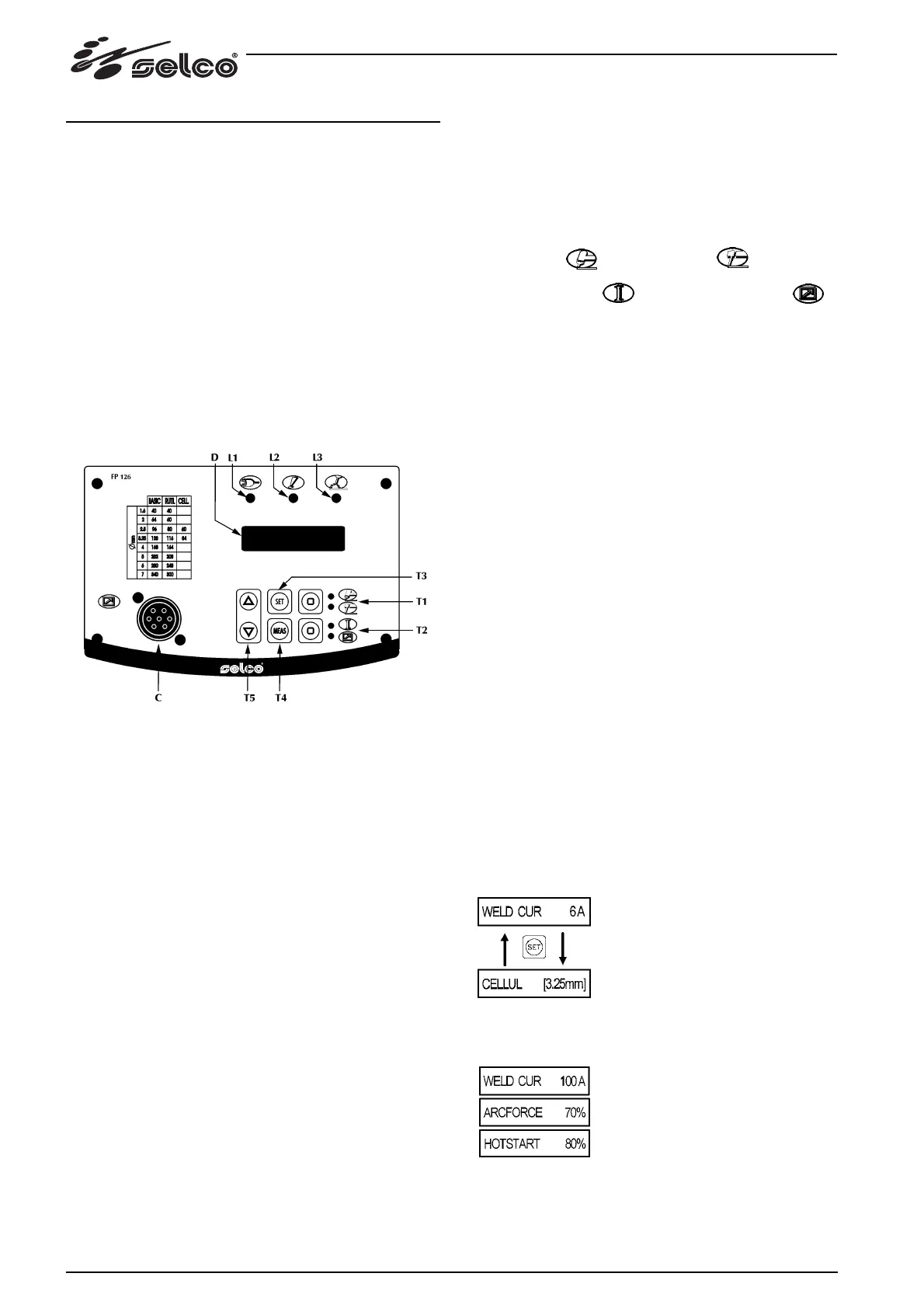
4.1 Tablero de mandos delantero FP126 (Fig. 1)
para Genesis 282-352 TLE
Fig.1
* L1 : Luz testigo presencia de tensión led verde.
Se enciende con el interruptor "I1" en posición "I" en el cua-
dro de mandos trasero (Fig.3). Indica que el equipo está
encendido y bajo tensión.
* L2 : Luz testigo de los dispositivos de protección led amarillo.
Indica que están habilitados los dispositivos de protección tér-
mica o de protección sobretensión/subtensión (se habilita
cuando la tensión no es conforme a los limites indicados al
cap. 6.1 y puede ser peligrosa para los componentes eloctró-
nicos).
Con "L2" encendido, el generador queda conectado a la red
pero no suministra potencia en salida y en "D" aparece una
sigla de alarma. "L2" permanece encendida hasta que no se
elimina la anomalía y, de todas maneras, hasta que las tem-
peraturas interiores o la tención no vuelven a la normalidad
(en dicho caso es necesario dejar encendido el generador
para aprovechar el ventilador que está funcionando y dismi-
nuir el tiempo de inactividad).
Para reajustar la alarma, pulse cualquiera tecla. Si la alarma
no hubiera cesado, el display volverá a presentar el error
después del reajuste inicial.
* L3: indicador luminoso potencia en salida.
Indica que hay tensión en la salida, está siempre encendido
en soldadura MMA, mientras que en TIG sigue el ciclo de sol-
dadura.
* C: Conector.
El enchufe utilizado por todos los mandos remotos para la sol-
dadura MMA y TIG. Se acciona por medio de la selección en
el teclado; en el caso de que casualmente sea accionado y
ningún dispositivo sea conectado, la corriente se mantendrá
6A.
* D: Display alfanumérico de cristal líquido.
Visualiza los parámetros de soldadura programados.
* T1: Tecla selecciona el tipo de soldadura.
Soldadura TIG y soldadura MMA .
* T2: Tecla selecciona el control de la corriente de soldadura .
Control desde teclado o desde mando a distancia .
* T3: Tecla selección y modificación de los parámetros de
soldadura.
En el procedimiento MMA consiente la conmutación entre
dos diferentes modalidades de programación parámetros
(automática con la selección del tipo de electrodo y corre-
spondiente diámetro; o manual).
* T4: Tecla medidas.
Consiente visualizar la medida de la corriente y de la tensión
de soldadura.
* T5: Teclas UP/DOWN.
Teclas para aumentar y disminuir los datos visualizados en el
display. En la soldadura de tipo MMA consienten incrementar
o disminuir el diámetro del electrodo seleccionado, así como
seleccionar el tipo de electrodo preprogramado.
* Encendido de la máquina.
Cuando se enciende la máquina, el display visualiza informa-
ciones sobre el modelo y la versión software instalada.
Después de algunos segundos la máquina está operativa en
las mismas condiciones en que se hallaba en el momento del
último apagamiento.
En cualquier momento es posible:
- presionar la tecla T1 para activar el procedimiento de sol-
dadura deseado.
- presionar la tecla T2 para programar la corriente de solda-
dura por teclado o mando a distancia.
* Programación de los parámetros para la soldadura MMA.
La programación de la soldadura MMA se puede efectuar de
modos diferentes:
1) Programación del tipo y diámetro de electrodo con cálcu-
lo automático de los parámetros de soldadura.
2) Programación manual de la corriente de soldadura, HOT-
START y ARC-FORCE.
Para pasar de una modalidad de introducción a otra,mante-
ner presionada la tecla "SET' por aprox. 4 segundos.
* Programación manual.
Presionar la tecla SET para seleccionar, en sucesión, los pará-
metros de soldadura.
Presionar las teclas T5 para incrementar o disminuir el pará-
metro seleccionado.
46

 Loading...
Loading...







