4.0 APRESENTAÇÃO DA MÁQUINA
Estes geradores de inverter com corrente constante são capazes
de executar de modo excelente os procedimentos de soldadura:
- MMA (consultar ponto 9.1);
- TIG (com redução na corrente em curto circuito, consultar
ponto 9.2);
Em máquinas de soldar inversoras, a corrente de saída não é
afectada por variações na tensão de alimentação e no compri-
mento do arco, e é perfeitamente nivelada, obtendo-se assim a
melhor qualidade de soldadura.
O gerador está equipado com:
- tomada positiva (+) e negativa (-);
- painel dianteiro,
- painel de comando traseiro.
Os modelos Genesis 282-352 TLE têm a mais :
- uma tomada para a ligação dos fios do botão da tocha
- uma tomada para a conexão do gás da tocha
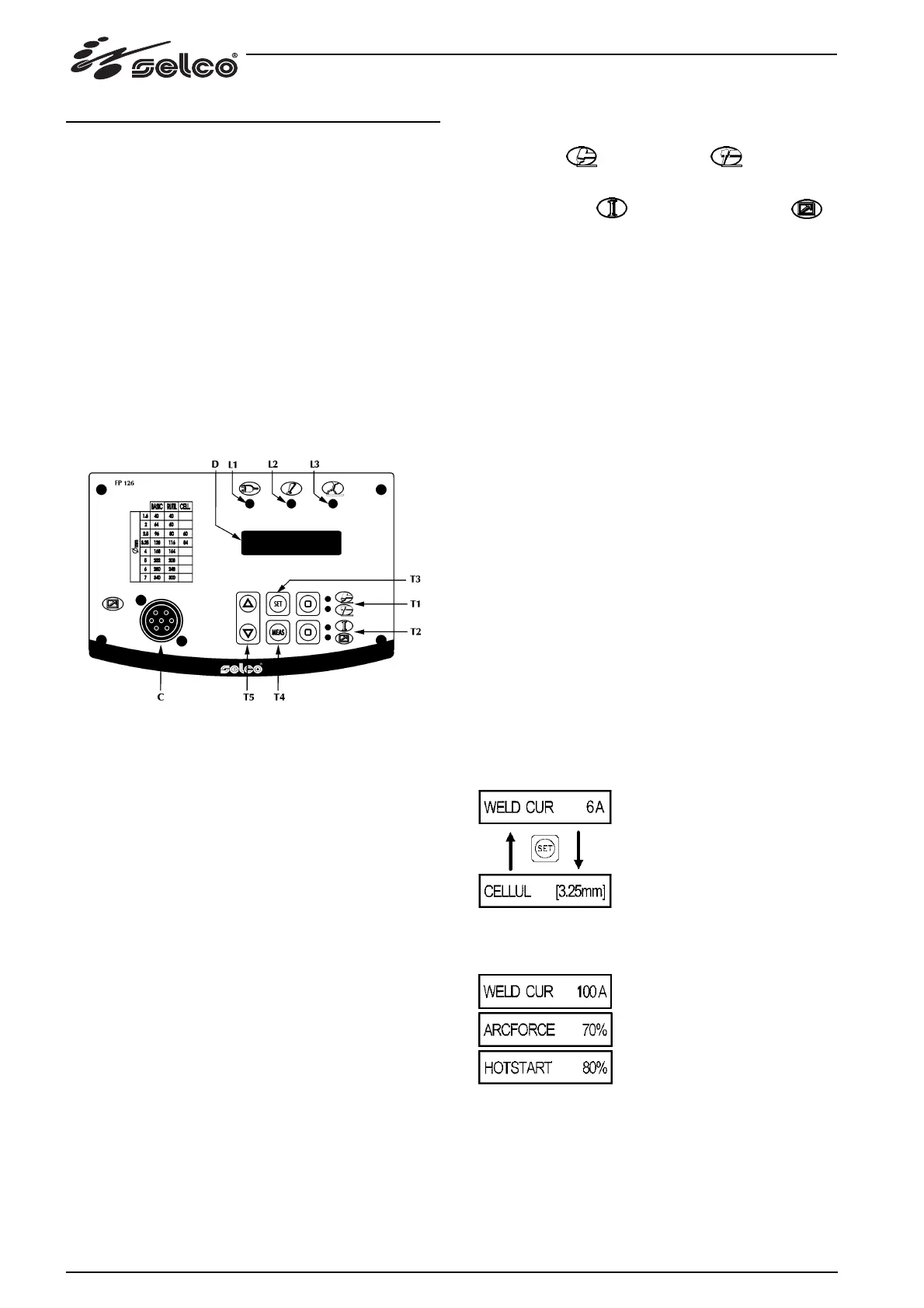
4.1 Painel de comandos frontal FP126 (Fig. 1)
para Genesis 282-352 TLE
Fig.1
* L1 : Luz de aviso de tensão, LED (díodo) verde
Acende-se com o interruptor "I1" na posição "I" no painel
de comandos traseiro (Fig. 3). Indica que o equipamento está
ligado e que existe tensão.
* L2: Indicador luminoso dispositivo de protecção led amarelo.
Indica que se activou o dispositivo de protecção térmica ou o
dispositivo electrónico de protecção contra a subtensão e
sobretensão (activa-se quando a tensão de rede está fora dos
limites definidos no capítulo 6.1 podendo-se tornar perigosa
para os componentes electrónicos internos).
Com "L2" aceso o gerador fica ligado à rede mas não fornece
potência em saída e em "D" aparece uma sigla de alarme. "L2"
fica aceso até a quando as temperaturas internas ou a tensão
não tiverem voltado para os valores normais (nesse caso é
necessário deixar aceso o gerador para desfrutar do ventila-
dor em funcionamento e diminuir o tempo de inactividade).
Para repor o alarme pressionar qualquer uma das teclas. Caso
o alarme não tenha cessado, o visor após o reset inicial volta-
rá a mostrar o erro.
* L3: : Indicador luminoso potência em saída.
Indica a presença de tensão em saída, está sempre aceso em
soldadura MMA, enquanto que em TIG segue o ciclo de sol-
dadura.
* C: Conector.
É a tomada utilizada por todos os comandos a distância para
a soldadura MMA e TIG.
Esse é activado através de selecção no teclado; caso esteja
activado e nenhum dispositivo esteja ligado, a corrente man-
ter-se-á a 6A.
* D: Visor alfanumérico de cristais líquidos.
Visualiza os parâmetros de soldadura definidos.
* T1: Tecla de selecção do tipo de soldadura.
Soldadura TIG e soldadura MMA .
* T2: Tecla de selecção para o controlo da corrente de sol-
dadura.
Controlo do teclado ou do comando a distância .
* T3: Tecla de selecção e modificação dos parâmetros de
soldadura.
No procedimento MMA consente de comutar entre duas diver-
sas modalidades de definição dos parâmetros (automática, com
a selecção do tipo de eléctrodo e relativo diâmetro; ou manual).
* T4: Tecla medições.
Consente de visualizar a medição da corrente e da tensão de
soldadura.
* T5: Teclas UP/DOWN.
Teclas para o incremento e a diminuição dos dados mostra-
dos no visor. Na soldadura de tipo MMA consentem de incre-
mentar ou diminuir o diâmetro do eléctrodo seleccionado,
assim como seleccionar o tipo de eléctrodo predefinido.
* Acendimento da máquina.
Ao acendimento da máquina, o visor mostra informações
relativas ao modelo e à versão software instalada.
Passados alguns segundos a máquina é operativa nas mesmas
condições em que se encontrava quando se efectuou o últi-
mo desligamento.
Em qualquer momento é possível:
- pressionar a tecla T1 para activar o procedimento de sol-
dadura desejado.
- pressionar a tecla T2 para definir a corrente de soldadura
através de teclado ou de comando à distância.
* Definição dos parâmetros para a soldadura MMA.
É possível efectuar a definição da soldadura MMA em dois
modos diferentes:
1) definição do tipo e diâmetro de eléctrodo com cálculo
automático dos parâmetros de soldadura.
2) Definição manual da corrente de soldadura, HOT- START,
e ARC-FORCE.
Para passar da uma modalidade de ligação para a outra manter
pressionada a tecla "SET" por aproximadamente 4 segundos.
* Definição manual.
Pressionar a tecla SET para seleccionar, em sucessão, os parâ-
metros de soldadura.
Pressionar as teclas T5 para incrementar ou diminuir o parâ-
metro seleccionado.
* Definição automática.
Pressionar a tecla SET para passar da selecção dos diâmetros
à selecção do tipo de eléctrodo.
Pressionar as teclas T5 para ver o item pretendido dentro do
campo escolhido do campo, que se encontra entre parênte-
ses quadrados.
56

 Loading...
Loading...







