7
3 PRESENTAZIONE DELL’IMPIANTO
3.1 Generalità
Gli impianti semiautomatici della serie UNISTEP per la saldatu-
ra MIG/MAG a filo continuo garantiscono elevate prestazioni e
qualità nella saldatura con fili pieni ed animati.
La caratteristica statica del generatore è a tensione costante
con regolazione a gradino della tensione di saldatura; le diverse
uscite dell’induttanza selezionabili consentono all’operatore di
impostare la dinamica del generatore ottimale per la saldatura.
Il generatore può essere collegato a 2 diversi carrelli trainafilo:
Versione STANDARD (WF 115):
la velocità di alimentazione del filo è regolabile direttamente da
pannello frontale tramite potenziamento.
Versione XP (WF 115 XP):
questi generatori per la saldatura presentano un’innovativa
modalità di funzionamento “SINERGIA”.
L’abilitazione della sinergia con l’impostazione del tipo di mate-
riale da saldare e del diametro del filo utilizzato consente un’au-
tomatica predisposizione della velocità filo, semplificando di
fatto le operazioni di regolazione in saldatura dell’impianto.
3.2 Pannello comandi frontale WF 115
Fig.1 WF 115
L1: si illumina non appena il generatore viene alimen-
tato.
L2: indica l’eventuale intervento dei dispositivi di pro-
tezione quali la protezione termica.
L3: si illumina quando è presente tensione in uscita
alla saldatrice.
P1: potenziometro di regolazione velocità filo.
Minimo 0 m/min, Massimo 18 m/min
P2: modalità di saldatura.
2 Tempi: in due tempi la pressione del pulsante fa fluire il
gas, attiva la tensione sul filo e lo fa avanzare; al rilascio il
gas, la tensione e l’avanzamento del filo vengono tolti.
4 Tempi: in quattro tempi la prima pressione del pulsante
fa fluire il gas effettuando un pre gas manuale, al rilascio
viene attivata la tensione sul filo e il suo avanzamento. La
successiva pressione del pulsante blocca il filo e fa iniziare
il processo finale che porta la corrente a zero, il rilascio
definitivo del pulsante toglie l’afflusso del gas.
Puntatura: permette l’esecuzione di saldature tempo-
rizzate.
P3: tempo di puntatura.
Permette la regolazione del tempo di saldatura.
Minimo 0s, Massimo 10s
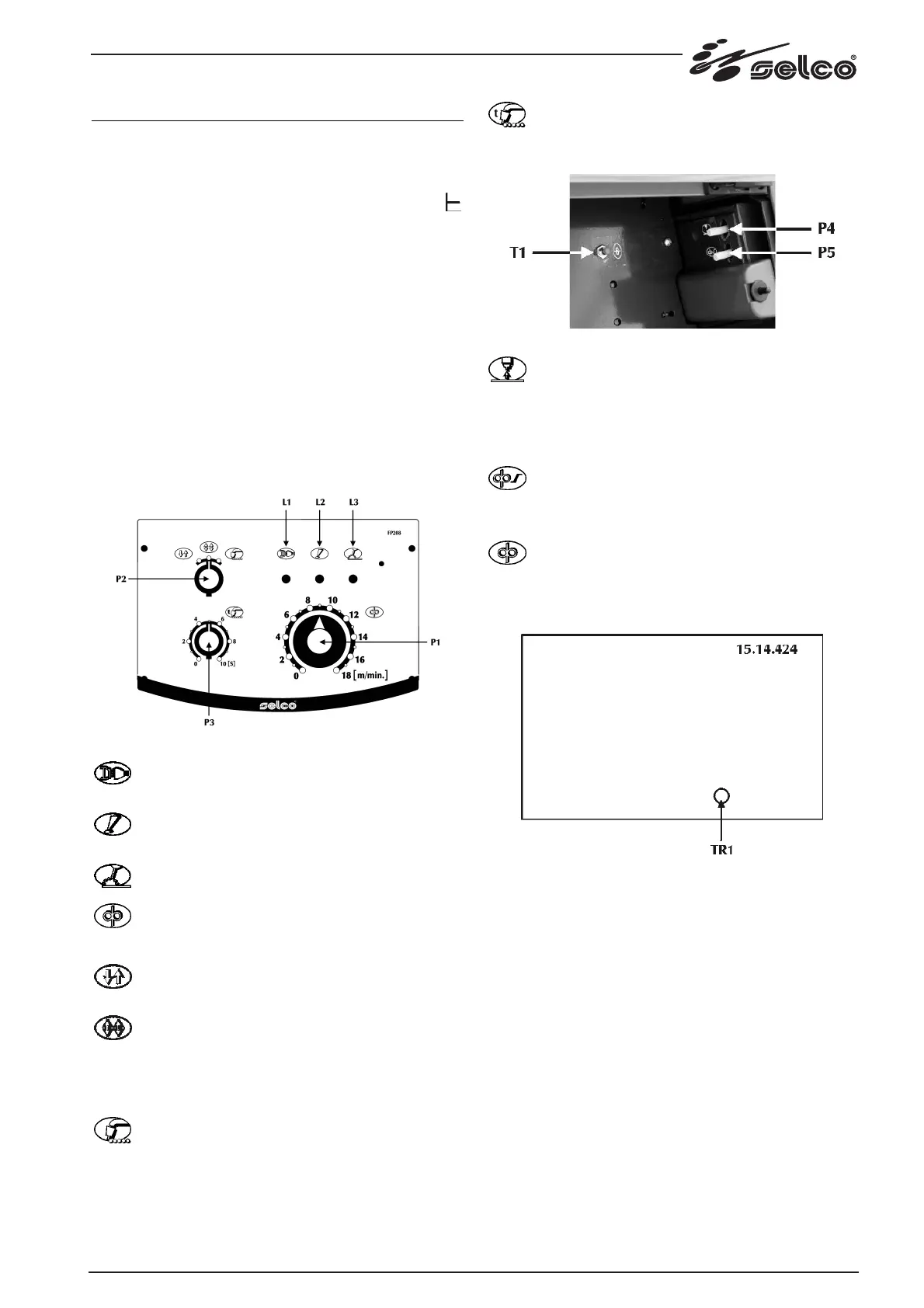
P4: burn back.
Permette la regolazione del tempo di bruciatura del filo
impedendo l’incollamento a fine saldatura.
Consente di regolare la lunghezza del pezzo di filo esterno alla
torcia.
Minimo 0s, Massimo 0.5s , Default 100ms
P5: rampa motore.
Permette di impostare un passaggio graduale tra la
velocità filo d’innesco e quella di saldatura.
Minimo 0s, Massimo 2s, Default 250ms
T1: avanzamento filo.
Permette l’avanzamento manuale del filo senza flusso
gas e senza che il filo sia in tensione.
Consente l’inserimento del filo nella guaina della torcia durante
le fasi di preparazione alla saldatura.
TR1: Post gas.
Permette di impostare e regolare il flusso di gas a fine saldatura.
Minimo 0s, Massimo 10s, Default 0s