Description of operation of the power sources and technical dates 15
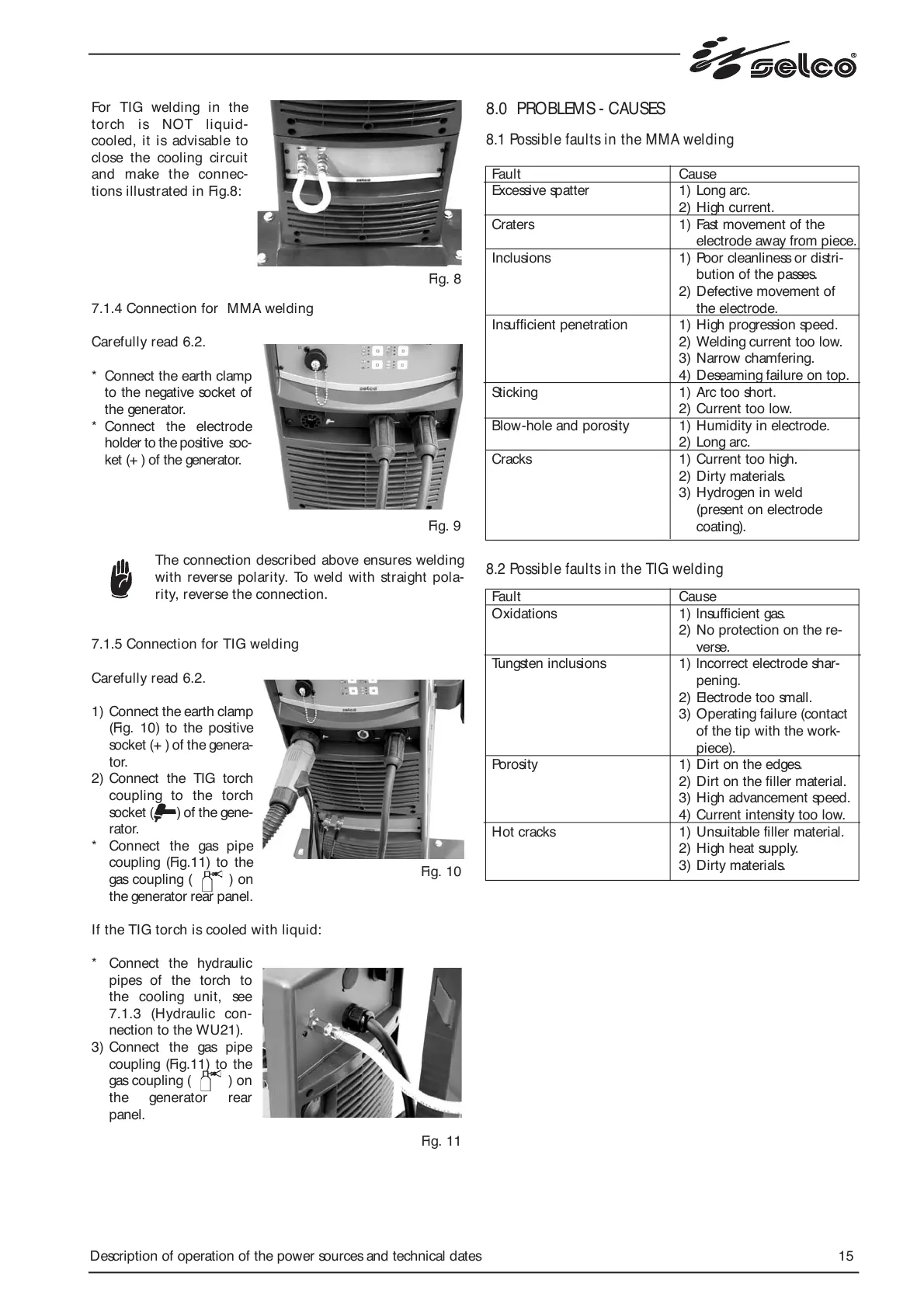
For TIG welding in the
torch is NOT liquid-
cooled, it is advisable to
close the cooling circuit
and make the connec-
tions illustrated in Fig.8:
7.1.4 Connection for MMA welding
Carefully read 6.2.
* Connect the earth clamp
to the negative socket of
the generator.
* Connect the electrode
holder to the positive soc-
ket (+ ) of the generator.
The connection described above ensures welding
with reverse polarity. To weld with straight pola-
rity, reverse the connection.
7.1.5 Connection for TIG welding
Carefully read 6.2.
1) Connect the earth clamp
(Fig. 10) to the positive
socket (+ ) of the genera-
tor.
2) Connect the TIG torch
coupling to the torch
socket ( ) of the gene-
rator.
* Connect the gas pipe
coupling (Fig.11) to the
gas coupling ( ) on
the generator rear panel.
If the TIG torch is cooled with liquid:
* Connect the hydraulic
pipes of the torch to
the cooling unit, see
7.1.3 (Hydraulic con-
nection to the WU21).
3) Connect the gas pipe
coupling (Fig.11) to the
gas coupling ( ) on
the generator rear
panel.
8.0 PROBLEMS - CAUSES
8.1 Possible faults in the MMA welding
8.2 Possible faults in the TIG welding
Fault
Oxidations
Tungsten inclusions
Porosity
Hot cracks
Cause
1) lnsufficient gas.
2) No protection on the re-
verse.
1) lncorrect electrode shar-
pening.
2) Electrode too small.
3) Operating failure (contact
of the tip with the work-
piece).
1) Dirt on the edges.
2) Dirt on the filler material.
3) High advancement speed.
4) Current intensity too low.
1) Unsuitable filler material.
2) High heat supply.
3) Dirty materials.
Fig. 8
Fault
Excessive spatter
Craters
Inclusions
Insufficient penetration
Sticking
Blow-hole and porosity
Cracks
Cause
1) Long arc.
2) High current.
1) Fast movement of the
electrode away from piece.
1) Poor cleanliness or distri-
bution of the passes.
2) Defective movement of
the electrode.
1) High progression speed.
2) Welding current too low.
3) Narrow chamfering.
4) Deseaming failure on top.
1) Arc too short.
2) Current too low.
1) Humidity in electrode.
2) Long arc.
1) Current too high.
2) Dirty materials.
3) Hydrogen in weld
(present on electrode
coating).
Fig. 9
Fig. 10
Fig. 11