Start-Up
4-36
SINUMERIK 802S base line
Start-Up
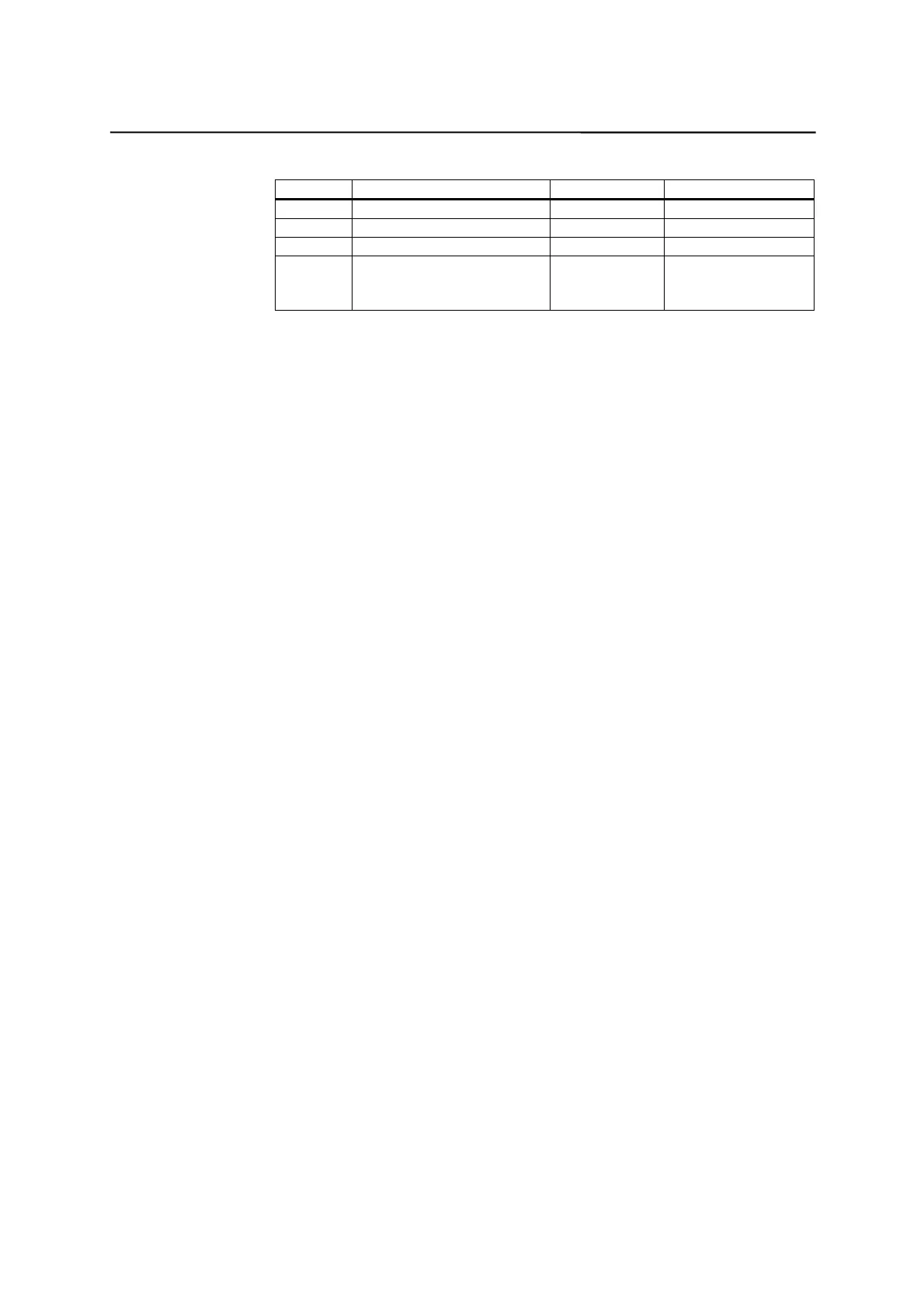
To solve monitoring problems, set the following machine data:
Number Description Default Value Setting or Remark
36000 Exact positioning coarse 0.04 0.5
36010 Exact positioning fine 0.01 0.1
36020 Delay exact positioning fine 1.0 4
36060 Maximum
velocity/speed ”axis/spindle
stopped”
5.0 20
Parameterization example
Stepper motor: 10,000 [pulses per motor revolution]
Load gear: 1:1
Leadscrew pitch: 10 mm
Motor speed: 1,200 rpm
MD 30130 =2
MD 30240 =3
MD 31400 =10,000
MD 32260 =1,200 rpm
MD 32000 =12,000 mm/min
Stepper motor frequency
The parameterization is carried out using the machine data, which have
already been mentioned, after POWER–ON.
The resulting stepper motor frequency is displayed with machine data MD
31350.
Motor speed [rpm] • steps per stepper motor revolution
MD 31350 [Hz]= ------------------------------------------------------------------------------
60 [s]
This frequency must correspond to MD 32000.
Supplementary conditions
Servo gain
The default setting of the servo gain when controlling stepper motors without
measuring system is K
v
= 2.5 (MD: 32200, limit approx. 2.5).
Max. stepper motor frequency
The max. permissible stepper motor frequency is 500 kHz.
PLC interface signals when using a stepper motor in the controlled mode
When using a stepper motor as an axis (spindle), the PLC interface signals
have to be used as follows:
The “Servo enable” signal provided via the NC will not be used to turn off the
drive (“Drive Enable” is always active). This pertains to the following signals:

 Loading...
Loading...









