Cycles
2.4 Drilling cycles
Turning Part 2: Programming (Siemens instructions)
Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
111
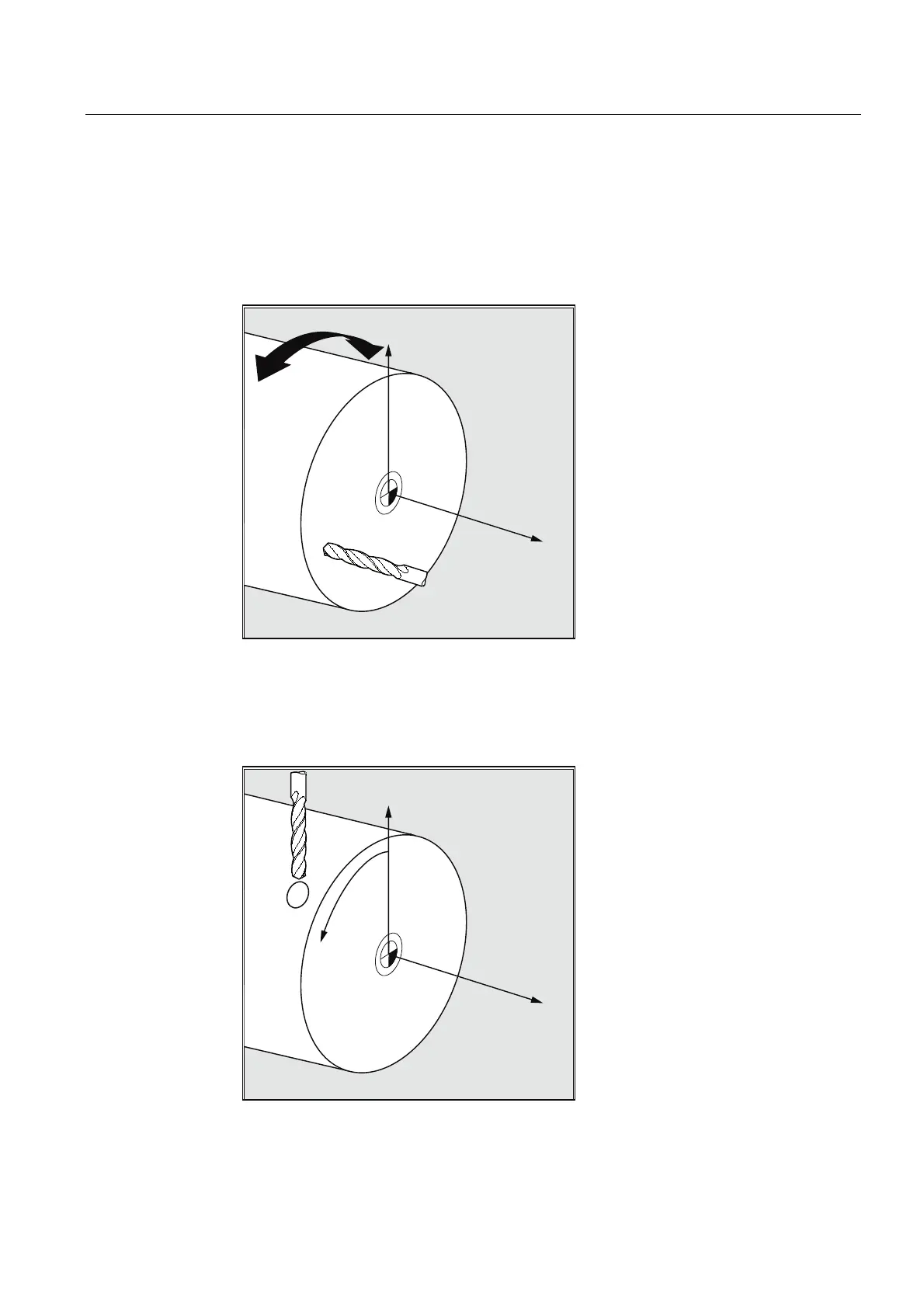
Turning machines with driven tools can also drill off-center on the end face or on the
peripheral surface if the machine setup permits this.
The following must be observed when drilling off-center on the end face:
● Working plane is G17 - Z is the resulting tool axis.
● The drilling position can be programmed either with X and the C-axis.
;
=
Figure 2-4 Drilling on end face with a driven tool
The following must be observed when drilling on the peripheral surface:
● Working plane is G19 - X is the resulting tool axis.
● The drilling position can be programmed either with Z and the C-axis.
;
<
=
Figure 2-5 Drilling on peripheral surface with a driven tool