Programming principles
1.1 Fundamentals of programming
Turning Part 2: Programming (Siemens instructions)
14 Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
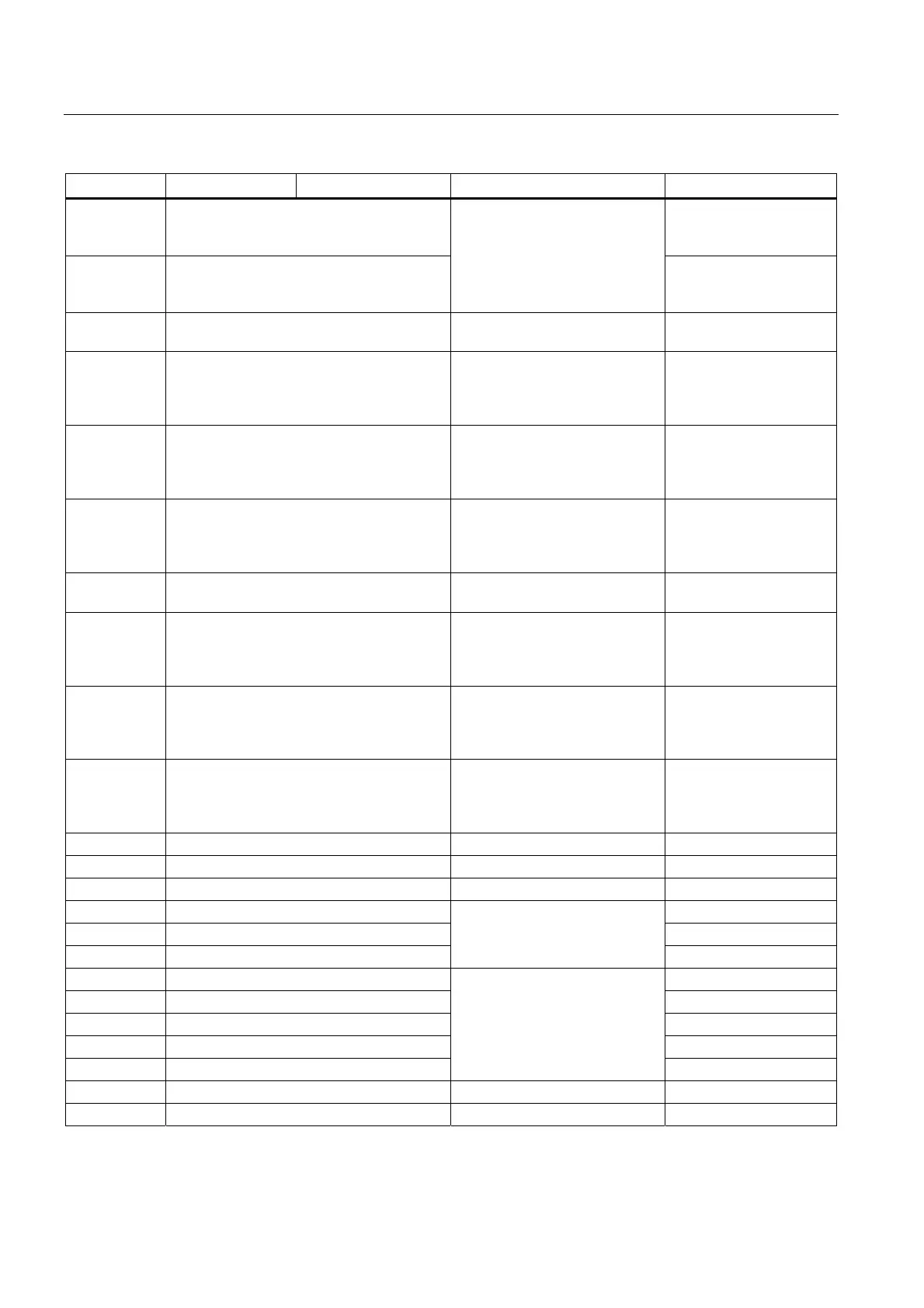
Address Significance Value assignments Information Programming
G74 Reference point approach G74 X1=0 Z1=0
;separate block,
(machine axis identifier!)
G75 Fixed point approach G75 X1=0 Z1=0
;separate block,
(machine axis identifier!)
TRANS translation, programmable 3: Write memory TRANS X... Z... ;separate
block
SCALE Programmable scaling factor non-modal SCALE X... Z... ; scaling
factor in the direction
of the specified axis,
separate block
ROT rotation, programmable ROT RPL=... ;rotation in
the current plane
G17 to G19, separate
block
MIRROR Programmable mirroring MIRROR X0 ; coordinate
axis whose
direction is changed,
separate block
ATRANS additive translation, programming ATRANS X... Z... ;
separate block
ASCALE Additive programmable scaling factor ASCALE X... Z... ; scaling
factor in the direction
of the specified axis,
separate block
AROT additive programmable rotation AROT RPL=... ; rotation
in the current plane
G17 to G19,
separate block
AMIRROR additive programmable mirroring AMIRROR X0 ;
coordinate axis whose
direction is changed,
separate block
G17 X/Y plane (when center-drilling required) 6: Plane selection
G18 * Z/X plane (standard turning)
G19 Y/Z plane
G40 * Tool radius compensation OFF
G41 Tool radius compensation left of contour
G42 Tool radius compensation right of contour
7: Tool radius compensation
modally effective
G500 * Settable work offset OFF
G54 1. Settable work offset
G55 2. settable work offset
G56 3. settable work offset
G57 4. settable work offset
8: Settable work offset
modally effective
G58 5. settable work offset
G59 6. settable work offset