Cycles
2.5 Turning cycles
Turning Part 2: Programming (Siemens instructions)
Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
155
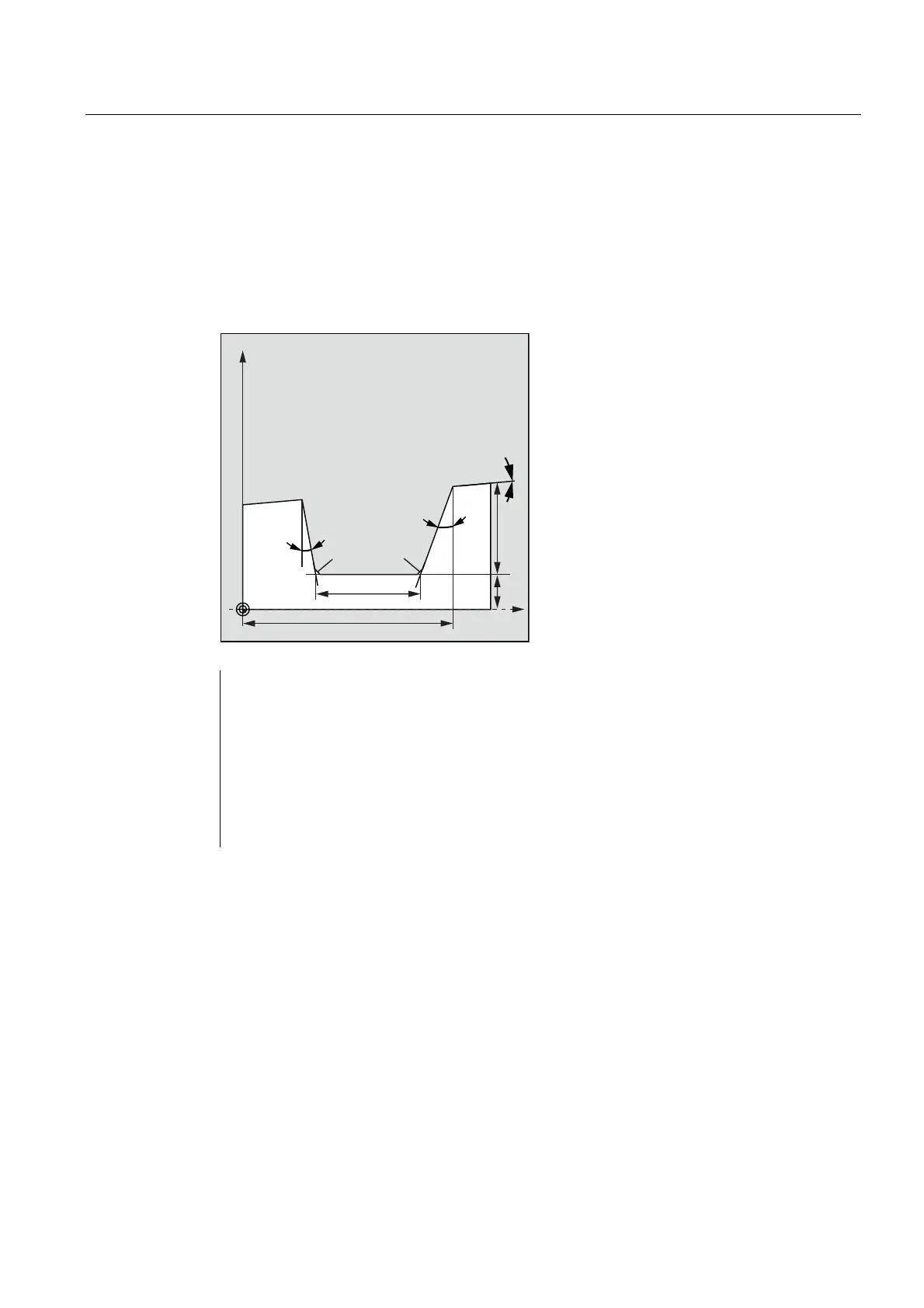
Programming example 1: Plunge-cutting
This program is used to produce a groove externally at an oblique line in the longitudinal
direction.
The starting point is on the right-hand side at X35 Z60.
The cycle will use the tool compensations D1 and D2 of tool T5. The cutting tool must be
defined accordingly.
&KDPIHUPP
r
=
;
r
r
N10 G0 G90 Z65 X50 T5 D1 S400 M3 ;Starting point before the
beginning of the cycle
N20 G95 F0.2 ; Specification of technology
values
N30 CYCLE93(35, 60, 30, 25, 5, 10, 20, 0, 0, -2,
-2, 1, 1, 10, 1, 5,0.2)
; Cycle call
Retraction distance of 0.2 mm
programmed
N40 G0 G90 X50 Z65 ;Next position
N50 M02 ; End of program