Cycles
2.5 Turning cycles
Turning Part 2: Programming (Siemens instructions)
166 Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
No plausibility check is carried out for the programmed values. In other words: If all three
parameters are assigned values, all these finishing allowances are taken into account by the
cycle. It is, however, reasonable to decide either on the one or other form of definition of a
finishing allowance.
Roughing is always carried out up to these finishing allowances. The resulting residual
corner is also removed parallel to the contour after each paraxial roughing process
immediately so that no additional residual corner cut is required after completion of roughing.
If no finishing allowances are programmed, stock is removed when roughing up to the final
contour.
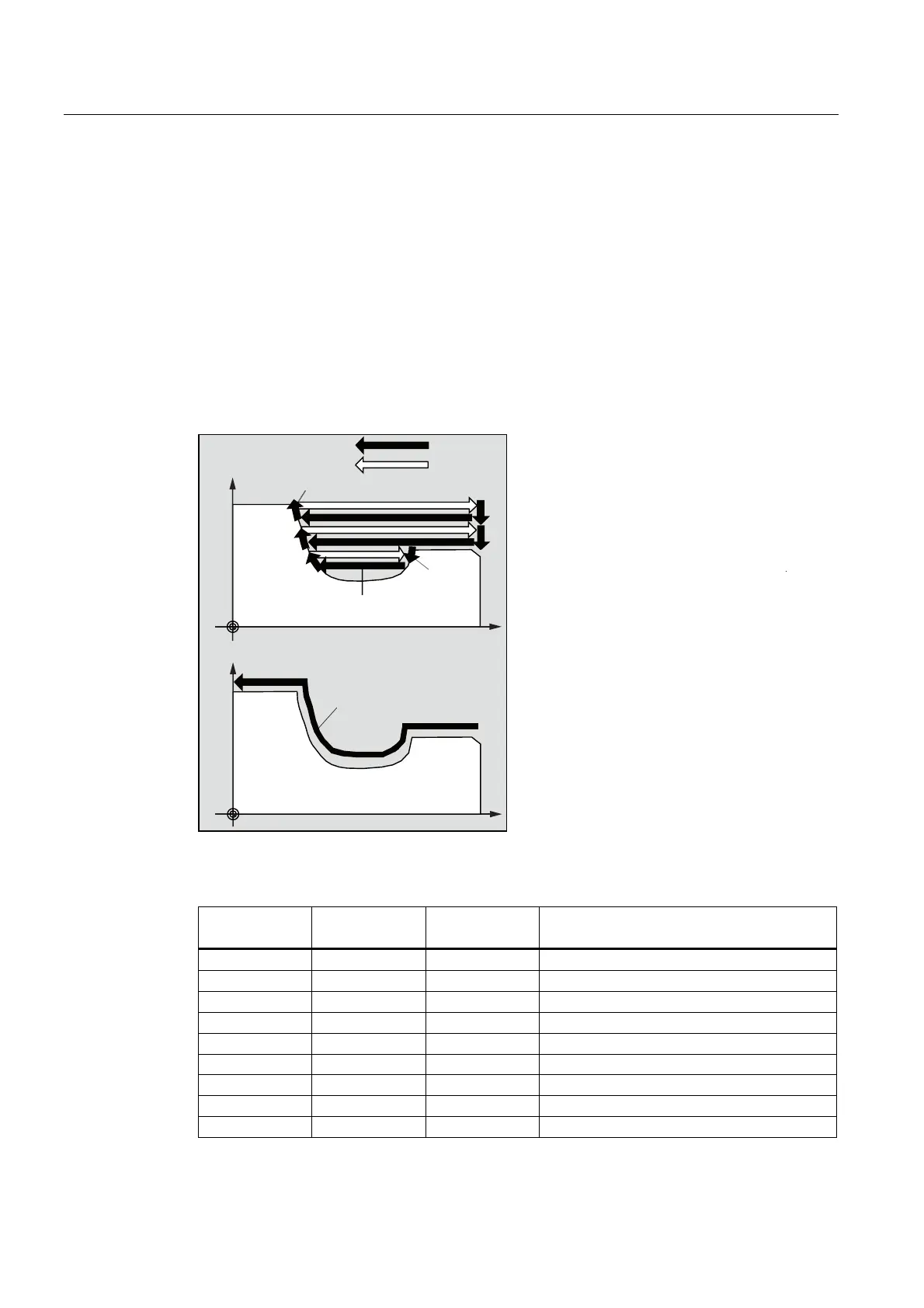
FF1, FF2 and FF3 (feedrate)
It is possible to specify different feedrates for the individual machining steps, as shown in
Figure NO TAG.
)LQLVKLQJ
=
;
=
;
))
***
*
5RXJKLQJ
))
))
))
VARI (machining type)
The machining type can be found in the table below.
Value Longitudinal/fac
e
Ext./int. Roughing/finishing/complete
1 L O Roughing
2 P O Roughing
3 L I Roughing
4 P I Roughing
5 L O Finishing
6 P O Finishing
7 L I Finishing
8 P I Finishing
9 L O Complete machining

 Loading...
Loading...


















