Cycles
2.5 Turning cycles
Turning Part 2: Programming (Siemens instructions)
Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
173
N110 G18 DIAMOF G90 G96 F0.8
N120 S500 M3
N130 T1 D1
N140 G0 X70
N150 Z160
N160 CYCLE95("START:END",2.5,0.8,
0.8,0,0.8,0.75,0.6,1, , , )
; Cycle call
N170 G0 X70 Z160
N175 M02
START:
N180 G1 X10 Z100 F0.6
N190 Z90
N200 Z70 ANG=150
N210 Z50 ANG=135
N220 Z50 X50
END:
N230 M02
Programming example3
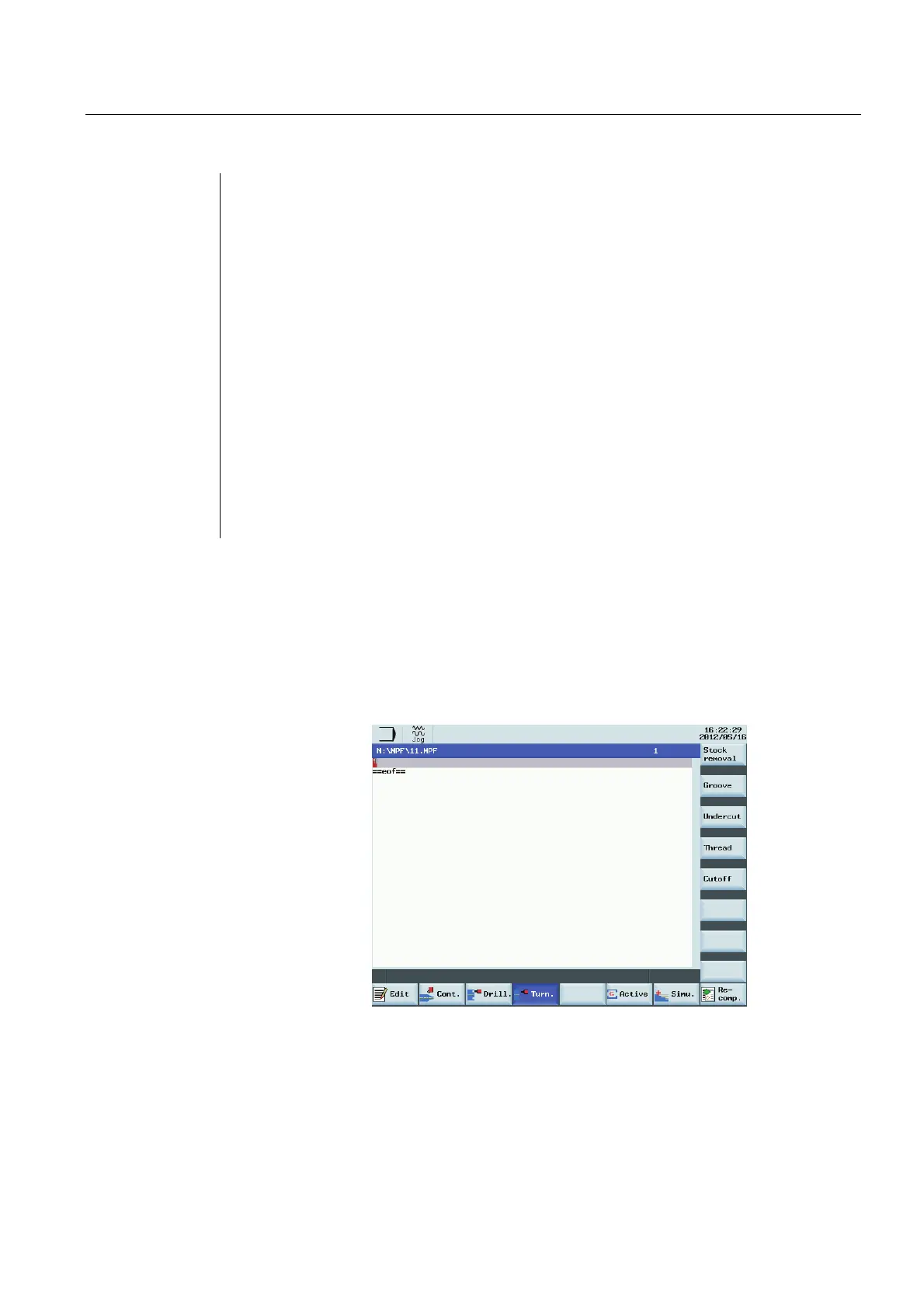
The easiest way to rough and finish around a contour is to use the contour turning cycle.
"Turn." 1. From the program editor screen, press "Turn.".
"Stock removal" 2. From the vertical softkey, select "Stock removal" and parameterise the
cycle according to the requirement.

 Loading...
Loading...


















