Cycles
2.5 Turning cycles
Turning Part 2: Programming (Siemens instructions)
190 Programming and Operating Manual, 05/2012, 6FC5398-5DP10-0BA0
The programmed starting point (SPL) or end point (FPL) constitutes the original starting point
of the thread. The starting point used in the cycles, however, is the starting point brought
forward by the run-in path APP.
The run-out path (Cut out) begins before the programmed end point FPL. It brings the end
position of thread forward so that the end of cut out is equal FPL.
Interrelation TDEP, FAL, NRC and NID (thread depth, finishing allowance, number of cuts)
The programmed finishing allowance acts paraxially and is subtracted from the specified
thread depth TDEP; the remainder is divided into roughing cuts.
The cycle will calculate the individual infeed depth automatically, depending on the VARI
parameter.
When the thread depth is divided into infeeds with constant cutting cross-section, the cutting
force will remain constant over all roughing cuts. In this case, the infeed will be performed
using different values for the infeed depth.
A second version is the distribution of the whole thread depth to constant infeed depths.
When doing so, the cutting cross-section becomes larger from cut to cut, but with smaller
values for the thread depth, this technology can result in better cutting conditions.
The finishing allowance FAL is removed after roughing in one step. Then the idle passes
programmed under parameter NID are executed.
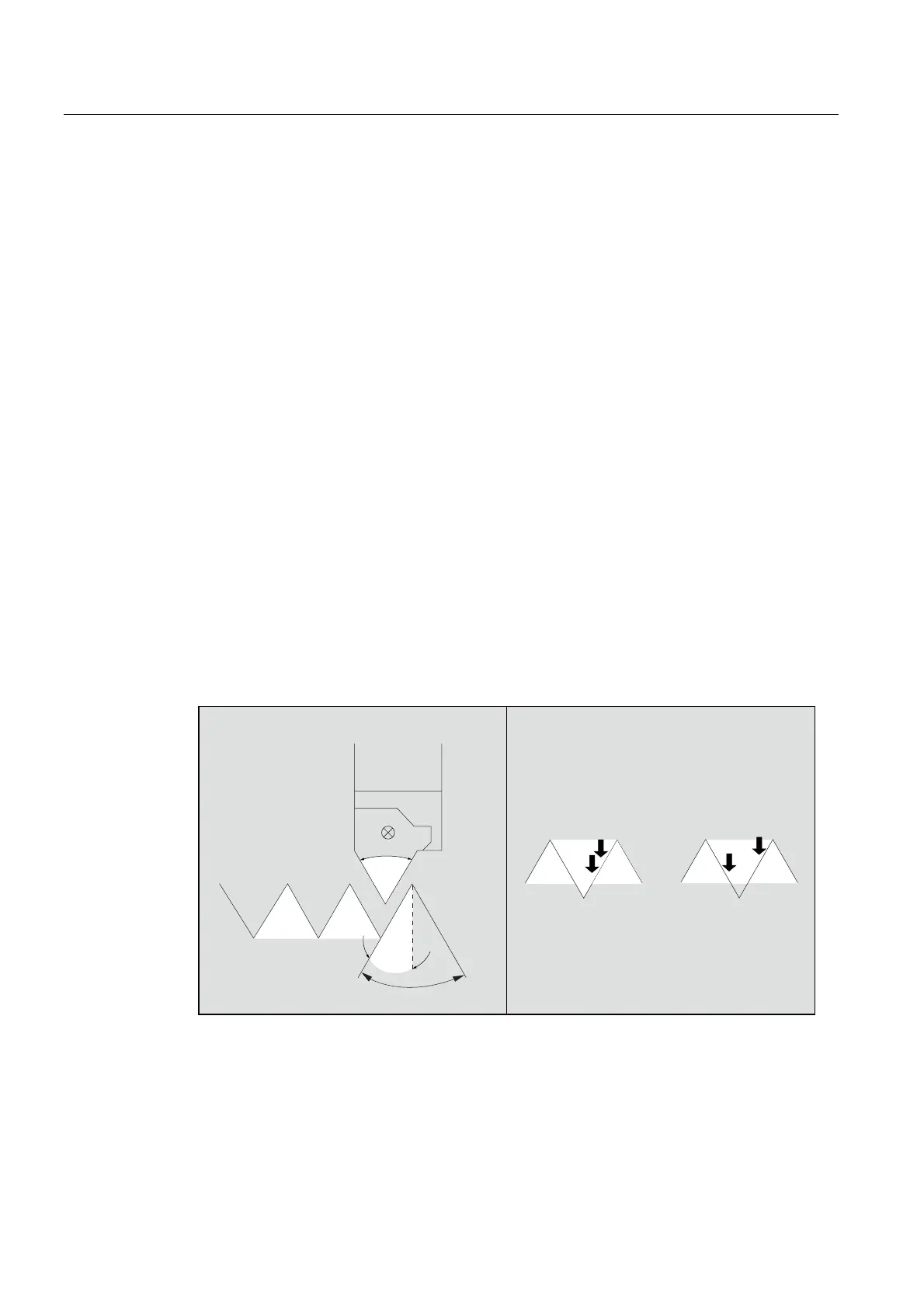
IANG (infeed angle)
By using parameter IANG, the angle is defined under which the infeed is carried out in the
thread. If you wish to infeed at a right angle to the cutting direction in the thread, the value of
this parameter must be set to zero. If you wish to infeed along the flanks, the absolute value
of this parameter may amount maximally to the half of the flank angle of the tool.
Œ
,$1*ูŒ
Œ
,QIHHG
ZLWKDOWHUQDWLQJIODQNV
,QIHHG
DORQJDIODQN
,$1*
The execution of the infeed is defined by the sign of this parameter. With a positive value,
infeed is always carried out at the same flank, and with a negative value, at both flanks
alternating. The infeed type with alternating flanks is only possible for cylindrical threads. If
the value of IANG for tapered threads is nonetheless negative, the cycle will carry out a flank
infeed along a flank.

 Loading...
Loading...


















